Possible causes and solutions for different types of 3D printers:
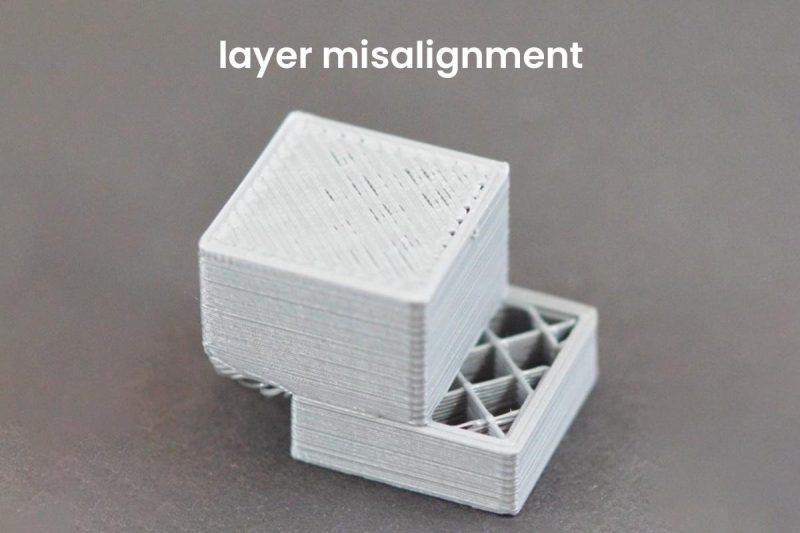
Fused Deposition Modeling (FDM)
Possible reasons:
- The printing platform is not level or stable.
- Loose stepper motors or belts cause imprecise shaft movement.
- Printing too fast results in uneven extrusion of the material.
- The nozzle temperature is unstable or inappropriate.
- Slicing model error: The most commonly used software now is Cura and Prusa. Most of them are open source and cannot guarantee the stability and professionalism of the software. Each design model diagram may not be applicable to the software.
- Voltage instability: During the printing process, voltage instability is caused by the switching of some high-power electrical appliances, resulting in misalignment.
Solution:
- Calibrate the printing platform to ensure its level and stability.
- Check the stepper motor and belt, adjust or replace if necessary.
- Reduce printing speed, especially for fine details.
- Adjust the nozzle temperature to the optimum print temperature for the material.
- If the printing is misplaced, the model diagram can be re-sliced, moved, and the G-CODE file can be regenerated. Some brands have independently developed slicing software, such as Creality Print, Flash Print, Bambu Print, etc.
- A voltage regulator can be added to the print power supply.
Stereolithography (SLA)
Possible reasons:
- The laser is inaccurate or the light spot is uneven.
- The resin tank or build platform is not level.
- Improper exposure time setting leads to uneven curing.
Solution:
- Check the laser and spot uniformity and calibrate if necessary.
- Ensure that the resin tank and build platform are level.
- Adjust the exposure time to ensure uniform curing of the resin.
Digital Light Processing (DLP)
Possible reasons:
- The projected image is not clear or distorted.
- The construction platform is not level or the resin liquid level is uneven.
- Improper exposure time setting.
Solution:
- Check the projector and lens to ensure clear images.
- Calibrate the build platform level and ensure uniform resin level.
- Adjust the exposure time to ensure uniform curing of the resin.
Selective Laser Sintering (SLS)
Possible reasons:
- The laser beam is inaccurate or has uneven power.
- The powder bed is not level or the powder distribution is uneven.
- The laser scanning speed is too fast or too slow.
Solution:
- Check the laser beam and power distribution and calibrate if necessary.
- Ensure that the powder bed is level and the powder is evenly distributed.
- Adjust the laser scanning speed to achieve a uniform sintering effect.
Powder Bed Fusion (PBF)
Possible reasons:
- Laser power instability or inaccurate focusing.
- The construction platform is not level or the powder bed is uneven.
- Improper scanning strategy leads to uneven melting.
Solution:
- Check the laser power and focus, and calibrate if necessary.
- Calibrate the build platform level and ensure that the powder bed is uniform.
- Optimize the scanning strategy to ensure uniform powder melting.
+1
+1
+1
+1
