
Comienzo
ElEnder 3 S1 Direct Drive 3D Printer es la sucesora de la popular Ender 3 V2 de Creality. Está repleto de características probadas que mejoran significativamente la usabilidad y la calidad de impresión..
Sin embargo, para muchos usuarios, la configuración de la cortadora se interpone entre el excelente hardware y una impresión 3D perfecta. Para cerrar esta brecha y sacar lo mejor de tu Ender 3 S1, necesitas la configuración correcta para el perfil de Cura.
La mejor estrategia para conseguir el perfil de Cura perfecto con la mejor configuración para la Ender 3 S1 es tomar como base un buen perfil estándar y luego optimizarlo y calibrarlo.
El Ender perfecto 3 El perfil S1 incluye las siguientes configuraciones en Cura:
- Velocidad de impresión: 40 mm/s
- Altura de la capa: 0.12 milímetro
- Temperatura de impresión: 195 °C
- Temperatura de la cama de impresión: 60 °C
- Retracción: 1 milímetro en 60 mm/s
- relleno: 20
- Velocidad inicial del ventilador: 0%
- Velocidad de la primera capa.: 20 mm/s
Los valores anteriores son válidos para PLA. Los ajustes perfectos para otros filamentos comunes como ABS y PETG también se explican en este artículo..
Qué configuraciones han demostrado su eficacia en los cientos de horas de funcionamiento de mi Ender 3 S1, Te lo muestro en este artículo.. También aprenderá a calibrar los ajustes más importantes usted mismo.!
Qué configuraciones de Cura son mejores para el Ender 3 S1?
Los mejores escenarios en Cura para la Ender 3 S1 depende del uso previsto del objeto, el filamento utilizado, y otros parámetros. La forma más rápida de obtener un perfil de Cura perfecto para Ender 3 S1 es usar un perfil estándar prefabricado.
Después, solo tienes que ajustarlo a tu impresora 3D individual y al filamento usado. Los valores dados en este artículo son buenas pautas., pero no será perfecto para su dispositivo individual. Cada boquilla, extrusora, y el filamento es ligeramente diferente y, por lo tanto, requiere diferentes configuraciones, aunque estén muy juntos.
Por lo tanto, después de la mejor configuración predeterminada, también encontrará una sección que explica la calibración de los parámetros más importantes. Así podrás optimizar el perfil Cura de tu Ender 3 S1.
El perfil estándar de Cura como base
 Cura ofrece excelentes perfiles estándar para muchas impresoras 3D. Son un excelente punto de partida para una mayor optimización.. Puede encontrar los perfiles predeterminados en la configuración para agregar nuevas impresoras 3D. Así es como puedes activarlos:
Cura ofrece excelentes perfiles estándar para muchas impresoras 3D. Son un excelente punto de partida para una mayor optimización.. Puede encontrar los perfiles predeterminados en la configuración para agregar nuevas impresoras 3D. Así es como puedes activarlos:
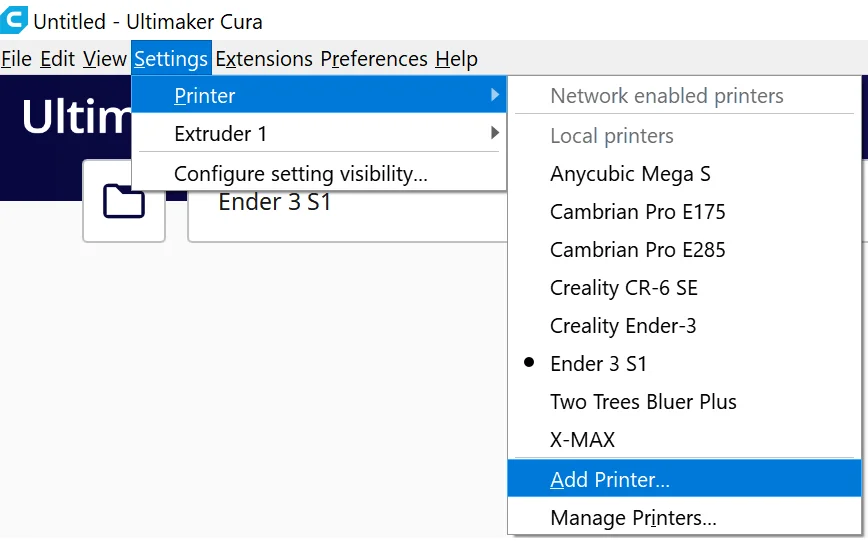
- Haga clic en "Configuración” y luego en “Impresoras” y "Administrar impresoras".
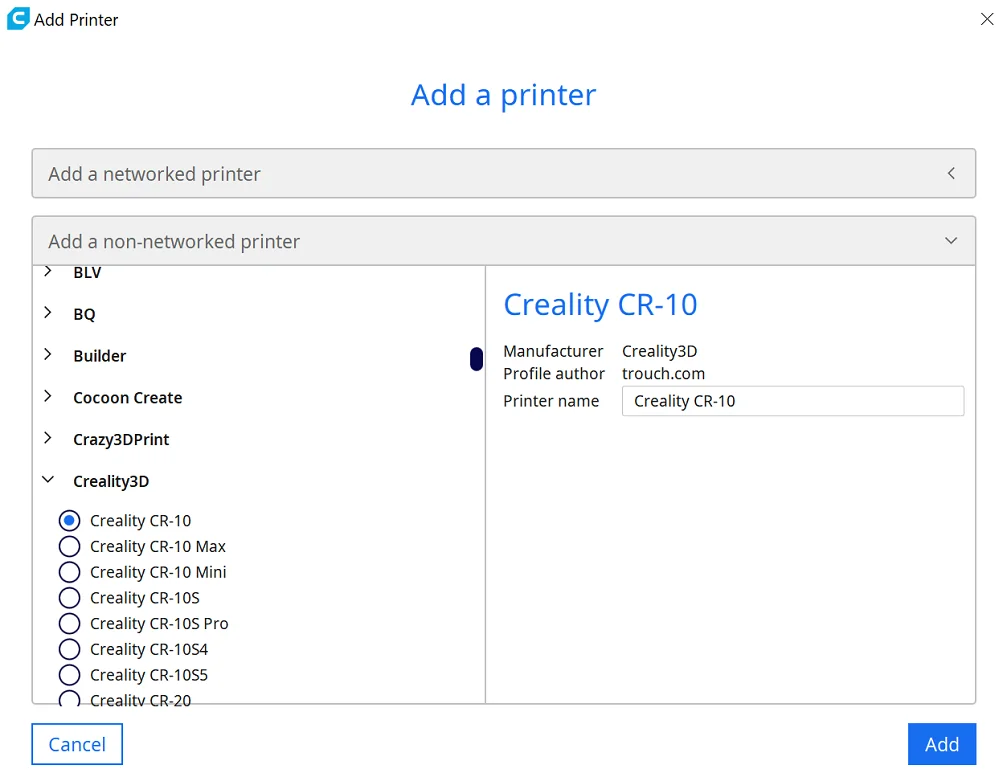
- Seleccione "Agregar una impresora fuera de la red” en el “Añadir” diálogo.
- Ahora desplácese hacia abajo hasta "Creality3D", expanda el menú desplegable y seleccione el "Ender 3 S1".
Con este perfil, tiene muy buenos valores predeterminados que puede optimizar aún más. Hay docenas de configuraciones que puede hacer en Cura para optimizar su impresión 3D, pero algunos de ellos son cruciales. Estas configuraciones muy importantes se describen en este artículo y cómo puede calibrarlas usted mismo.
Sin embargo, Cura a menudo no tiene perfiles predeterminados para las nuevas impresoras 3D varias semanas o incluso meses después del lanzamiento.. Si no puede encontrar un perfil estándar para Ender 3 S1, tienes tres opciones:
- Crear un perfil completamente nuevo (la opcion mas complicada)
- Seleccione el final 3 y ajustar su configuración (propenso a errores)
- Importe el perfil predeterminado de Creality Slicer y optimícelo (mejor variante)
El perfil estándar de Creality Slicer como base
Creality tiene su propia variante de Cura, el rebanador de criaturas. Creality Slicer se basa en Cura, se ve casi idéntico, y tiene la misma configuracion.
En breve, la principal diferencia es que Creality Slicer a menudo tiene perfiles predeterminados mejores y fácilmente disponibles para las impresoras 3D Creality, pero va a la zaga de Cura con las últimas actualizaciones. Sin embargo, puede obtener lo mejor de ambos mundos agregando los perfiles de Creality Slicer a Cura.
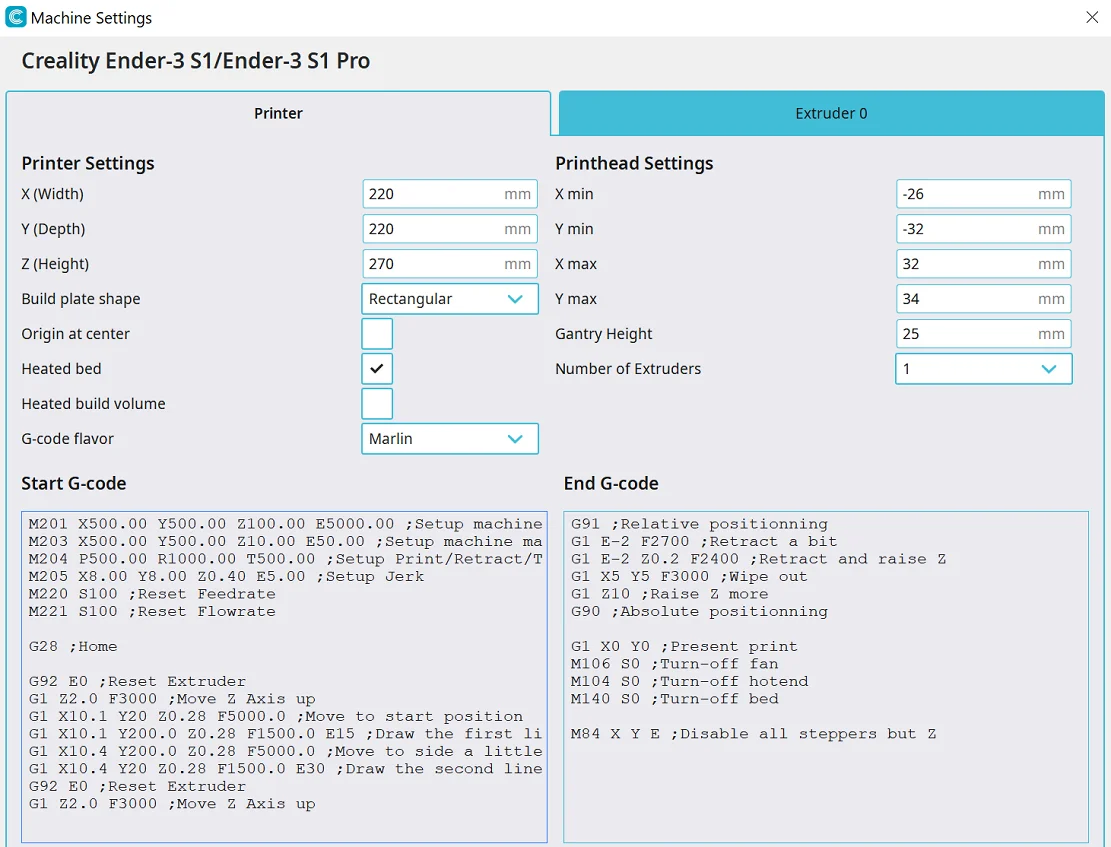
Para crear el nuevo perfil en Cura, puedes modificar un Ender 3 perfil o crear un perfil vacío. A continuación, transfiere todos los datos de laConfiguración de la máquinay transfiera los valores para la configuración de impresión. Si no puede ver todas las configuraciones de impresión, tienes que activar la visibilidad en los ajustes.
En mi experiencia, el perfil de Creality Slicer es bastante bueno, pero lejos de ser perfecto. Especialmente los ajustes para la retracción necesitan mucha calibración.. Cómo haces esto, puedes leer a continuación.
Temperatura de impresión
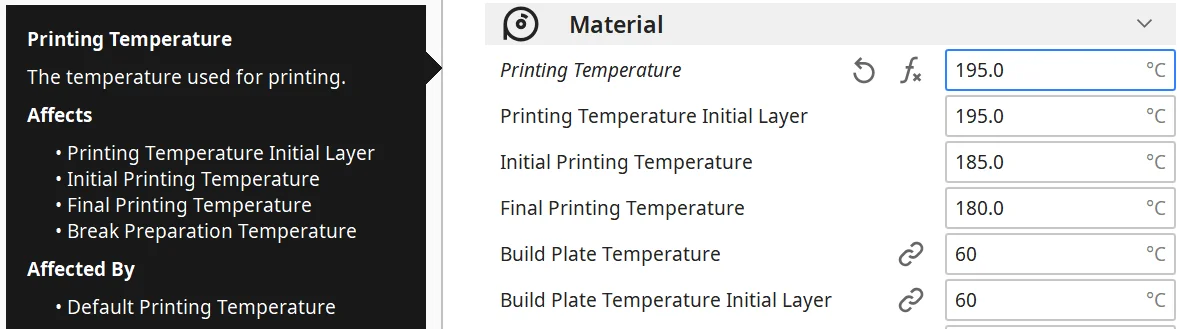
La temperatura de impresión es uno de los ajustes más importantes en la impresión 3D. Si es demasiado alto o demasiado bajo, granos, Puede ocurrir rápidamente un encordado y una sobreextrusión o una subextrusión.
el fin 3 El hotend del S1 es muy efectivo en mi experiencia, mantener las temperaturas en el límite inferior de las temperaturas de filamento recomendadas.
Para el popular filamento PLA, una temperatura de 190 °C se ha probado a sí mismo. Según el filamento, sin embargo, valores hasta 200 °C también puede ser ideal. Para ABS, el rango de temperatura entre 220 y 250 °C funciona mejor, y para PETG entre 220 y 245 °C.
No importa qué filamento uses, no debe confiar solo en las temperaturas estándar. Siempre se recomienda realizar impresiones de prueba para encontrar la temperatura perfecta. Pero más de eso después.
Las mejores temperaturas de impresión para la Ender 3 S1 en Cura:
- PLA: 190-200 °C
- abdominales: 220-250 °C
- PETG: 220-245 °C
Temperatura de la cama de impresión
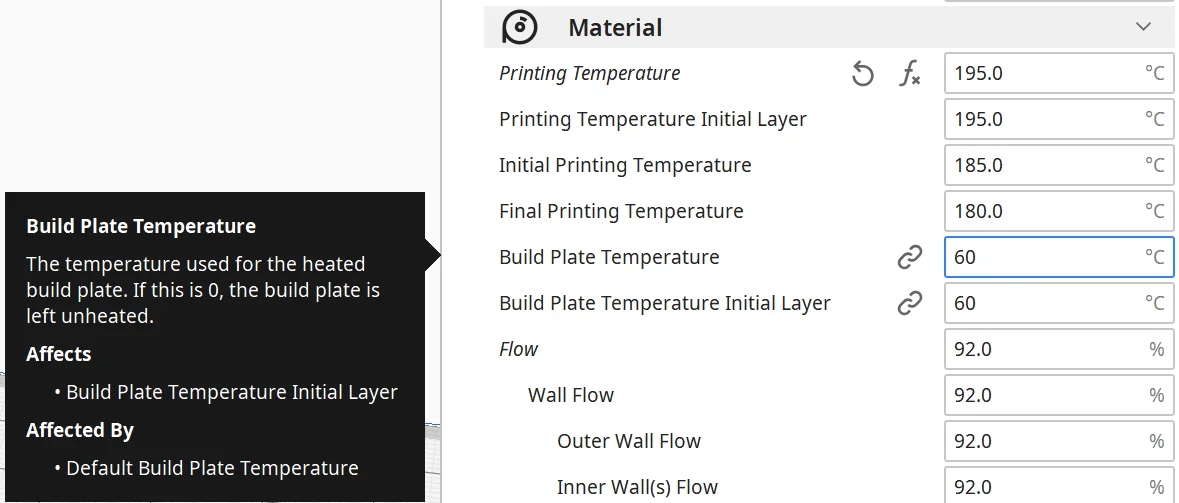
Con el Creality Ender 3 S1, tiene muy poco de qué preocuparse en términos de adhesión a la cama de impresión. La cama de impresión flexible es casi perfecta y muy pocas veces tuve que usar adhesivos como Magigoo para aumentar la adherencia..
Sin embargo, la temperatura correcta de la cama de impresión es importante para lograr esta adhesión perfecta. PLA teóricamente no necesita una cama de impresión calentada en absoluto, pero los mejores resultados se consiguen en 60 °C.
Con ABS, sin embargo, no puede prescindir del calentador de la cama de impresión. Aquí, la temperatura debe ser 90 a 100 °C. El ABS no solo tiende a deformarse en la conexión entre el objeto y la plataforma de impresión, también se contrae sobre el resto del objeto durante el enfriamiento. Por lo tanto, al imprimir ABS, tiene sentido utilizar un recinto para mantener la temperatura ambiente homogénea y cálida. Hay un recinto adecuado de Creality, Puedes encontrar la prueba detallada aquí..
PETG tiene requisitos de temperatura de la cama de impresión similares a los del PLA, Pero en 70 °C necesita un poco más.
Las mejores temperaturas de la cama de impresión para la Ender 3 S1 en Cura:
- PLA: 60 °C
- abdominales: 90-100 °C
- PETG: 70 °C
Velocidad de impresión
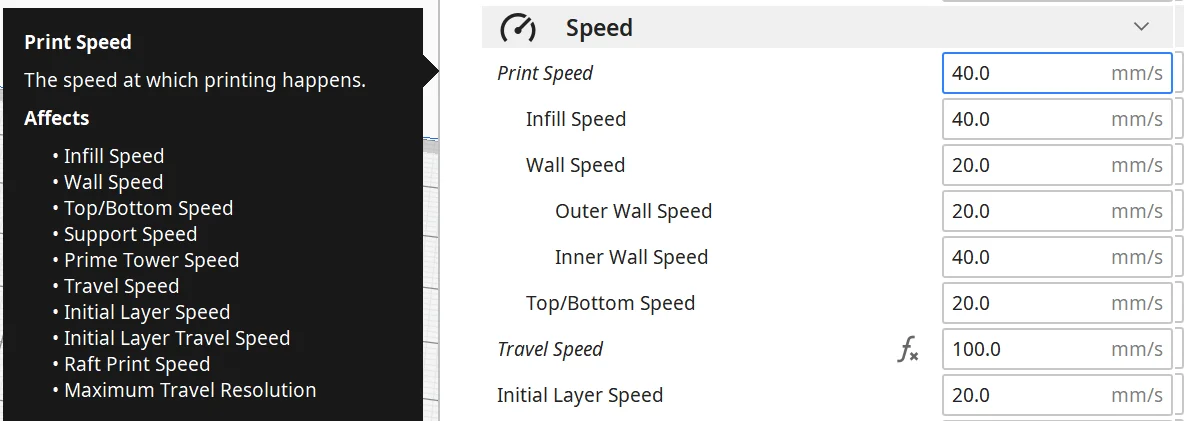
La especificación de velocidades de impresión para impresoras 3D a menudo genera confusión entre los principiantes en impresión 3D. Aunque la velocidad máxima de impresión de la Ender 3 S1 se da como 150 mm/s, esta está lejos de ser la velocidad ideal. A lo sumo, valores tan altos se utilizan para prototipos toscos que no requieren alta precisión o superficies lisas.
La velocidad de impresión real es una fracción de la velocidad de impresión máxima para que la calidad de impresión se mantenga lo más alta posible y la impresión 3D se termine rápidamente..
Para la mayoría de los filamentos no flexibles, una velocidad de impresión de 40 a 60 mm/s ha demostrado su eficacia con la Ender 3 S1. Solo PETG necesita velocidades más bajas, al igual que los filamentos flexibles como el TPU. Aquí, 30 mm/s ha demostrado su eficacia.
Las mejores velocidades de impresión para la Ender 3 S1 en Cura:
- PLA: 40-60 mm/s
- abdominales: 40-60 mm/s
- PETG & TPU: 30 mm/s
Altura de la capa
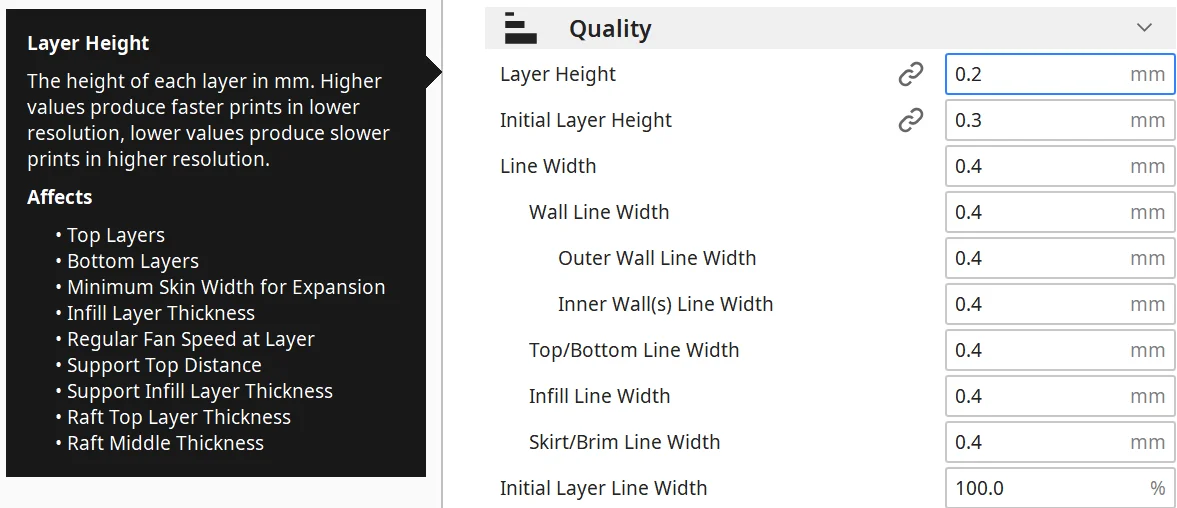
La altura de capa de una impresión 3D es el parámetro decisivo para la calidad de impresión. Cuanto más gruesas sean las capas, cuanto más gruesa es la superficie. Sin embargo, las capas más delgadas no siempre son automáticamente la mejor opción, ya que también hay algunas desventajas con capas más delgadas. A saber, el tiempo de impresión aumenta exponencialmente.
Las siguientes alturas de capa han demostrado su eficacia con la Ender 3 S1:
- 0.08 milímetro
- 0.12 milímetro
- 0.16 milímetro
- 0.20 milímetro
- 0.24 milímetro
- 0.28 milímetro
Las capas más finas son especialmente adecuadas para objetos decorativos en los que es importante una superficie bonita. Para objetos estándar donde la precisión dimensional, pero no necesariamente una superficie perfecta, es importante, la altura de la capa media es adecuada. Para objetos que no tienen valor estético, la altura de la capa gruesa puede ahorrar mucho tiempo de impresión. Las alturas de capa gruesa son especialmente recomendables para prototipos rápidos o repuestos en el hogar.
La mejor altura de capa para la Ender 3 S1 en Cura:
- Objetos decorativos: 0.08 y 0.12 milímetro
- Estándar: 0.16 y 0.20 milímetro
- Grueso, impresiones rápidas: 0.24 y 0.28 milímetro
Fluir
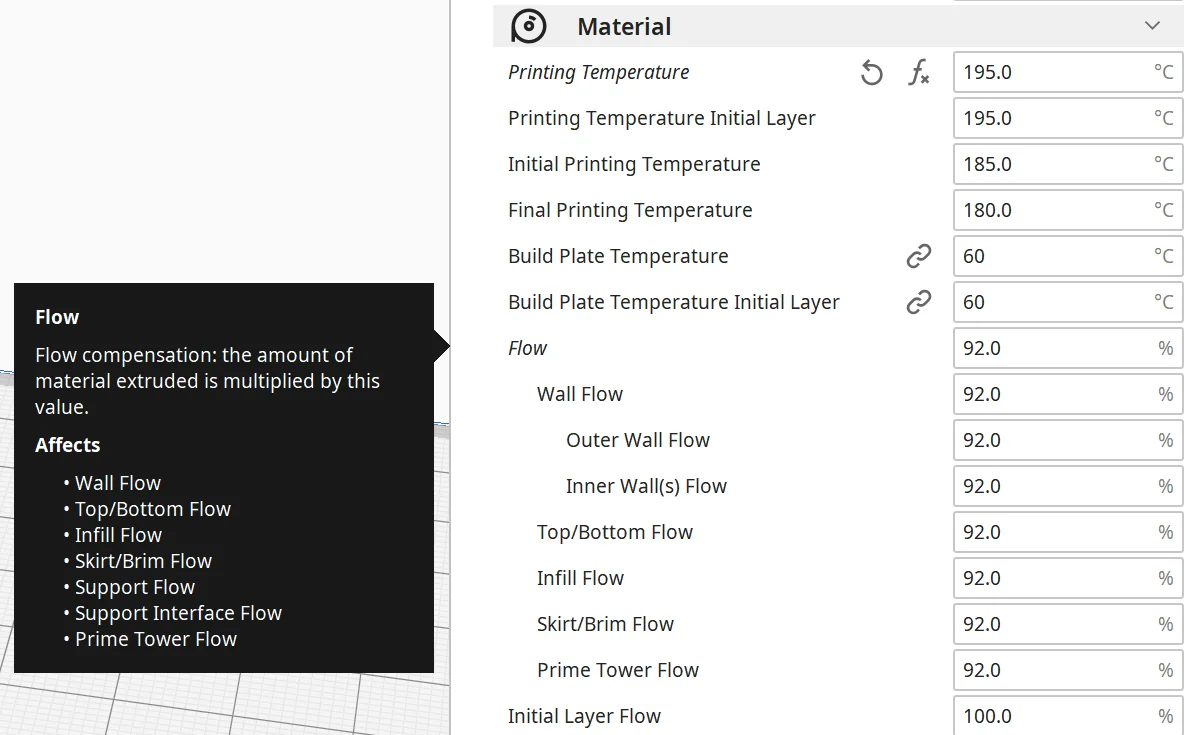
El caudal en Cura es normalmente 100%. Para contrarrestar fenómenos como la extrusión excesiva o insuficiente, el caudal se puede cambiar. Valores entre 90 y 110% son comunes. Luego, el caudal se multiplica por el flujo de material real para modularlo..
Además de los ajustes para la retirada, el caudal correcto es muy individual y puede diferir en varios porcentajes entre impresoras 3D individuales del mismo modelo. Sin embargo, la mayor parte del tiempo 100% es un valor inicial muy bueno o ya es el valor perfecto para el caudal.
El mejor caudal para la Ender 3 S1 en Cura:
- Valor por defecto: 100%
- Por sobreextrusión: 90% a 99%.
- Para subextrusión: 101% a 110
Retracción
Los hilos y la supuración son errores de impresión comunes.. Los ajustes correctos para la retracción pueden evitar estos errores..
Estos errores de impresión ocurren cuando el exceso de material se escapa de la boquilla durante el movimiento.. Si se escapa muy poco material, se puede tirar de un filamento de un lugar a otro en el modelo 3D. Si sale mucho material, aparecerán gotas donde la boquilla ha tocado el objeto.
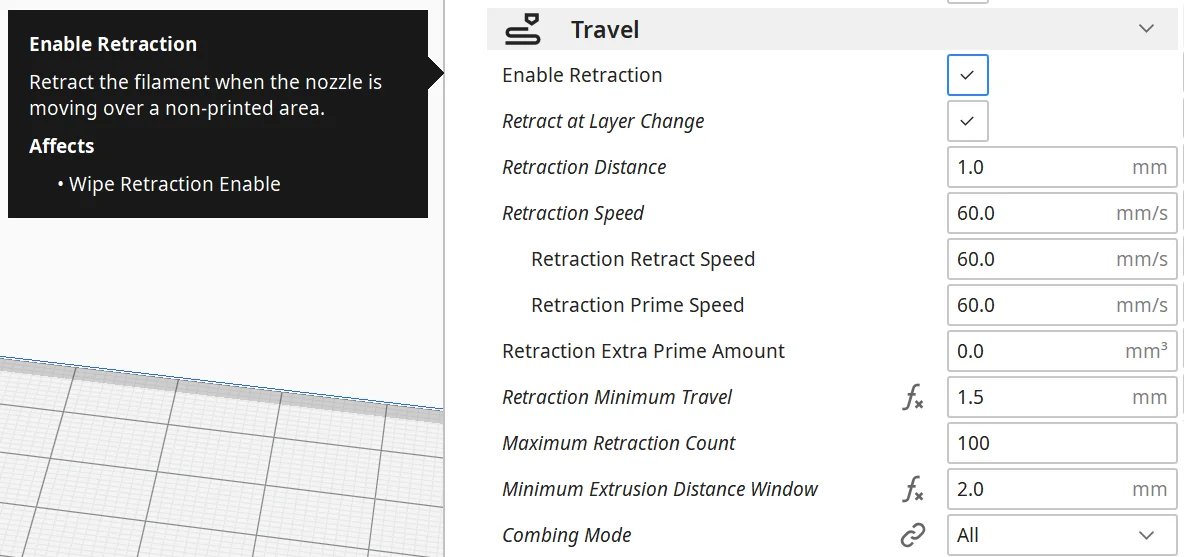
Hay dos valores para la retracción que se deben ajustar. La distancia de retracción y la velocidad de retracción. La distancia de retracción define la distancia del filamento que se retira hacia la boquilla en cada retracción., la velocidad de retracción define la velocidad a la que esto sucede.
Los mejores ajustes de retracción para la Ender 3 S1 en Cura:
- PLA: 0.8-1.0 milímetro en 50 mm/s
- abdominales: 0.8-1.0 milímetro en 60 mm/s
- PETG: 0.6-0.8 milímetro en 40 mm/s
Distancia de retracción
La distancia de retracción define la longitud del material que se retrae durante el movimiento de retracción. El valor es de solo unos pocos milímetros y difiere mucho entre las impresoras 3D. Este valor es uno de los más importantes y debe optimizarse individualmente..
La extrusora de accionamiento directo de la Ender 3 S1 mueve el filamento con mucha precisión. Una vez que encuentre la configuración correcta, los errores de impresión asociados con la retracción incorrecta desaparecen mágicamente.
el fin 3 S1 requiere solo distancias de retracción muy pequeñas. Para PLA y ABS, 0.8 a 1.0 mm es suficiente, PETG solo requiere 0.6 a 0.8 milímetro.
La mejor distancia de retracción para la Ender 3 S1 en Cura:
- PLA: 0.8-1.0 milímetro
- abdominales: 0.8-1.0 milímetro
- PETG: 0.6-0.8 milímetro
Velocidad de retracción
La velocidad de retracción define la velocidad a la que el filamento se retrae en la boquilla durante un movimiento de retracción. Para el Ender 3 S1, esta entre 40 y 60 mm/s. Los valores difieren según el filamento utilizado..
La velocidad de retracción debe establecerse lo más alta posible sin destruir el filamento en la extrusora o hacer que se deslice en la extrusora.. Cuanto más rápido se retira el filamento, se evitan con mayor eficacia el encordado y la formación de manchas. También reduce la cantidad de tiempo que la boquilla está parada y reduce ligeramente el tiempo de impresión..
La velocidad de retracción debe optimizarse individualmente para cada impresora 3D, además de la longitud de retracción, temperatura de impresión, y caudal. También, como el otro de estos valores, difiere de un filamento a otro y, a veces, incluso entre filamentos de otros fabricantes del mismo tipo.
La mejor velocidad de retracción para la Ender 3 S1 en Cura:
- PLA: 50 mm/s
- abdominales: 60 mm/s
- PETG: 40 mm/s
relleno
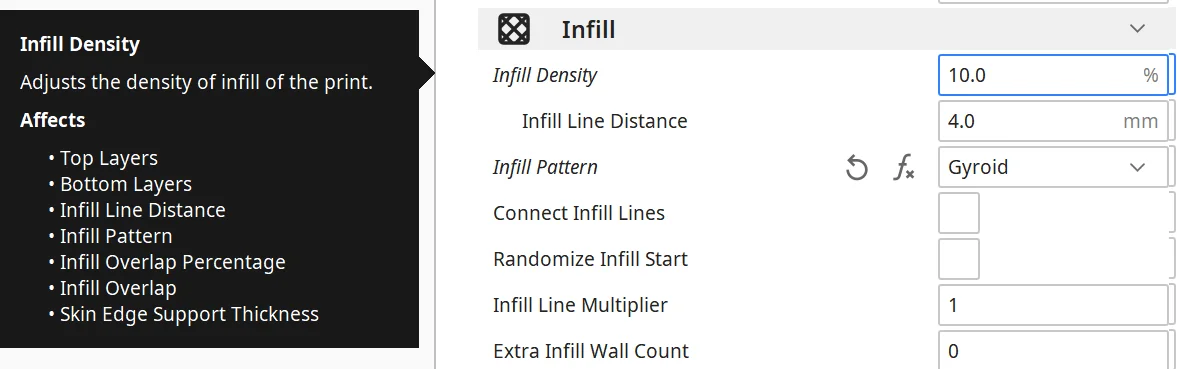
El relleno es independiente de la impresora 3D y, además del espesor de la pared, determina la estabilidad del objeto impreso. Mas o menos, la estabilidad aumenta con una mayor densidad de relleno y disminuye con una menor densidad. Además, los patrones individuales tienen un efecto sobre la estabilidad debido a su geometría. Algunos patrones pueden ofrecer una mayor estabilidad con la misma densidad que otros patrones.
Alta estabilidad(para objetos resistentes):
- Cúbico
- Subdivisión de cubo
- Octeto
- giroides
Estabilidad media(para objetos estándar):
- Red
- triangulos
- trihexagonal
Baja estabilidad(para objetos decorativos):
- Líneas
- zig-zag
- Iluminación
La densidad de relleno tiene una gama completa de 0 a 100%. 0% significa que el objeto es hueco, y 100% significa que el objeto es sólido. Sin embargo, una densidad de 0% tiene sentido en los casos más raros. Esto solo tiene sentido para objetos sin una capa superior., en cuyo caso se puede utilizar el modo florero. Para la mayoría de los objetos, una densidad de 10-20% tiene sentido.
La mejor densidad de relleno para la Ender 3 S1 en Cura:
- Objetos decorativos: 0-15%
- Objetos estándar: 15-50%
- Objetos estables: 50-100%
Primera capa
La primera capa a menudo determina si la impresión 3D funcionará o no.. La adhesión de la cama de impresión es particularmente importante aquí.. Si la primera capa no se adhiere correctamente a la plataforma de impresión, puede detener la impresión inmediatamente.
La adhesión de la cama de impresión de la Ender 3 S1 es excelente. Sin embargo, puede garantizar una buena adhesión con los siguientes ajustes para que cada impresión sea exitosa.
Altura de capa de la primera capa
El grosor de la primera capa influye en la adhesión de la cama de impresión.. Cuanto más gruesa es la capa, cuanto más lento se enfría el filamento. Esto le da al filamento caliente más tiempo para formar un vínculo con la cama de impresión.. Valores entre 100 y 200% de la altura normal de la capa son comunes.
Para el Ender 3 S1, 150% de la altura normal de la capa ha demostrado ser útil. Entonces, si usa una altura de capa de 0.2 milímetro, una altura de capa para la primera capa de 0.3 mm tiene sentido.
Otra ventaja de una primera capa más gruesa es la capacidad de nivelar las irregularidades en la cama de impresión.. Una primera capa más gruesa se asienta en estas depresiones y las llena. Esto es muy raro en el caso de las camas con estampado de vidrio., ya que el vidrio se puede hacer muy plano y liso. Sin embargo, con la fina cama de impresión flexible de la Ender 3 S1, Yo tampoco he notado ningún desnivel de momento.
El mejor grosor de la primera capa para la Ender 3 S1 en Cura:
- Con perfecta adhesión a la cama de impresión: 100% de la altura normal de la capaEstándar: 150% de la altura normal de la capa (p.ej. 0.3 milímetro con 0.2 mm altura de la capa )En caso de problemas con la adhesión de la cama de impresión: 200% de la altura normal de la capa
Ancho de línea de la primera capa
También puede mejorar la adhesión de la cama de impresión con el ancho de línea de la primera capa. El valor predeterminado del ancho de línea de la primera capa es 100% del ancho de línea normal.
Si desea mejorar la adhesión de la cama de impresión, valores hasta 200% del ancho de línea normal son posibles. De nuevo, la inercia térmica de la hebra de filamento más gruesa es responsable de una mejor adhesión a la cama de impresión.
Al aumentar la primera capa, sin embargo, tenga cuidado de que una gran diferencia entre los anchos de línea podría resultar en una primera capa demasiado ancha.
El mejor ancho de línea de la primera capa para el Ender 3 S1 en Cura:
- Por defecto: 100% del ancho de línea normalEn caso de problemas de adhesión a la cama de impresión: hasta 200% del ancho de línea normal
Temperatura de impresión de la primera capa
Cuando el filamento de la cama de impresión está más caliente, se adhiere mejor a la cama de impresión y por lo tanto forma una mejor adhesión de la cama de impresión. Entonces, si la adhesión de su cama de impresión no es óptima, puede aumentar la temperatura de impresión de la primera capa 5 a 10 °C. Esto enfriará el filamento más lentamente y le dará más tiempo para adherirse a la cama de impresión..
Normalmente, la temperatura de impresión de la primera capa es la misma que la temperatura de impresión normal. Dado que probablemente muy rara vez tendrá problemas con la adhesión de la cama de impresión con su Ender 3 S1, debe comenzar con la misma temperatura de impresión para la primera capa que para todas las demás capas.
Si tiene problemas con la adhesión de la cama de impresión, puede aumentar la temperatura de impresión de la primera capa en 5 °C pasos.
La mejor temperatura de impresión de la primera capa para la Ender-3 S1 en Cura:
- Por defecto: Misma temperatura de impresión que el resto del objeto. En caso de problemas con la adhesión de la cama de impresión: 5-10 °C más alta que la temperatura de impresión normal
Velocidad de impresión de la primera capa
El mismo principio se aplica a la velocidad de impresión de la primera capa que a los demás ajustes de la primera capa.: más lentamente la impresora 3D aplica la primera capa a la cama de impresión, cuanto más tiempo necesita el filamento para enfriarse.
Esto aumentará en gran medida la adhesión de la cama de impresión.. No importa qué impresora 3D uses, debe usar una velocidad de impresión para la primera capa que sea la mitad de la velocidad de impresión normal.
La mejor velocidad de impresión de la primera capa para la Ender 3 S1 en Cura:
- Por defecto: 50% de la velocidad de impresión normal en caso de problemas con la adhesión de la cama de impresión: < 50% de la velocidad de impresión normal
Flujo de la Primera Capa
El caudal no solo puede compensar los problemas de extrusión, también puede crear una mejor adhesión a la cama de impresión. Para llenar los pequeños espacios entre las líneas individuales de la impresión 3D en la cama de impresión, puede aumentar ligeramente el caudal de la primera capa.
debes ser consciente, sin embargo, que esto podría resultar en el riesgo de errores relacionados con la extrusión, como el encordado o la sobreextrusión. Sin embargo, ya que el caudal solo se ajusta para una capa, los problemas deben ser manejables.
El mejor caudal de la primera capa para la Ender 3 S1 en Cura:
- Estándar: 100%
- Para problemas con la adhesión de la cama de impresión: 101-110%.
Calibraciones
Calibración de la configuración de Cura para la Ender 3 S1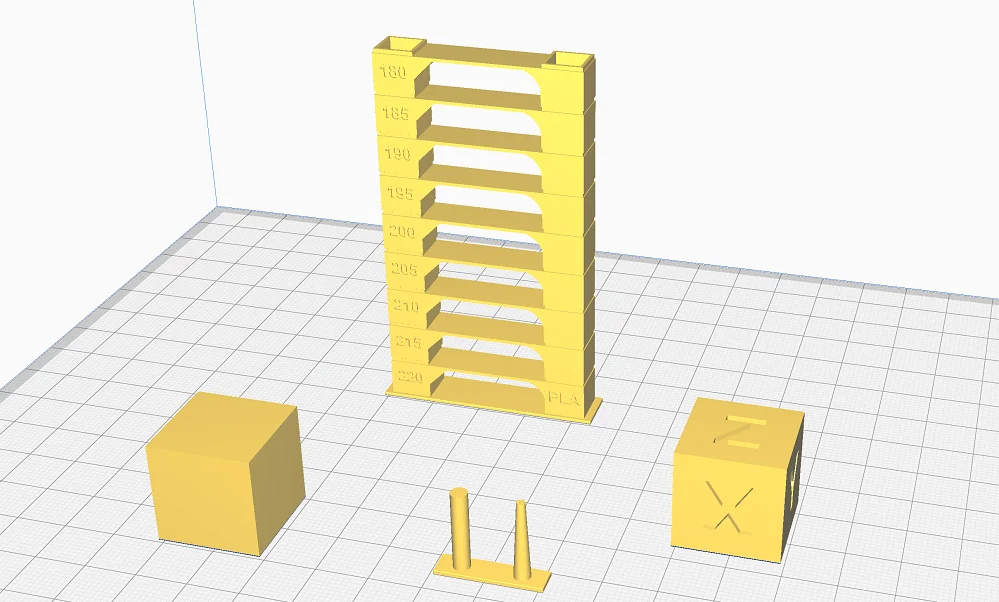
Bien puede ser que los valores dados en este artículo sean perfectos para su Ender 3 S1. la mayor parte del tiempo, sin embargo, ciertos ajustes requieren calibraciones individuales, ya que ciertos componentes de la impresora 3D pueden diferir incluso dentro de un mismo lote. También, la combinación de impresora 3D y tipo de filamento siempre tiene una gran influencia en cómo le afectará la configuración.
Por lo tanto, es especialmente importante para la temperatura de impresión, el caudal y la retracción para hacer impresiones de prueba para encontrar la configuración perfecta. Para este propósito, hay objetos de calibración en portales como Thingiverse o en ciertos complementos en Cura. yo mismo uso el “formas de calibración”plugin en Cura para calibrar mis impresoras 3D FDM.
Puede encontrar el complemento en el mercado de Cura. Es gratis y ofrece toda una gama de objetos para calibrar tu impresora 3D de forma óptima.
Calibración de la temperatura de impresión
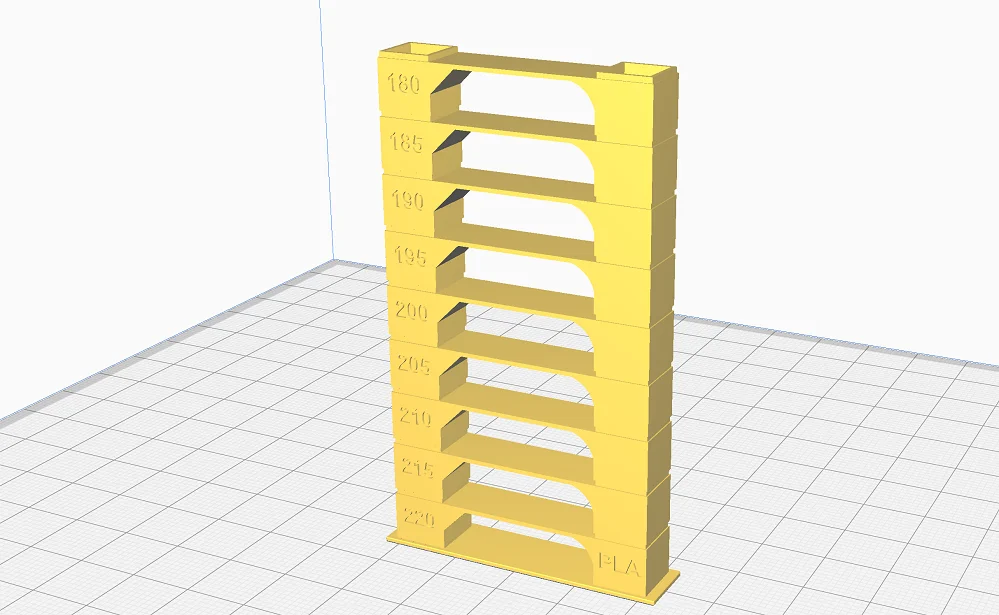

Para calibrar la temperatura de impresión de su Ender 3 S1, las torres de temperatura son ideales. Estos objetos tienen una geometría recurrente que se repite cada pocos milímetros de altura. Esta geometría desafía a la impresora 3D y fomenta los errores de impresión. Con el guión correcto, puede variar la temperatura por número de capa dado con la altura. Para que pueda determinar la temperatura de impresión perfecta.
Si ha elegido elFormas de calibraciónenchufar, encontrará la torre de temperatura debajo “Extensiones” > “Parte para Calibración”. Agregue el script apropiado debajo “Postprocesamiento” > “Cambiar código G”.
Cuando haya terminado de imprimir la torre, puede ver a qué altura la temperatura de impresión fue mejor. Entonces ya ha encontrado la temperatura de impresión perfecta para su Ender 3 S1.
En ocasiones los ajustes del caudal y la retracción pueden ser tan erróneos que pueden influir en el resultado de la temperatura de la torre. Si este es el caso, deberá volver a imprimir la torre de temperatura después de calibrar los otros dos valores.
Calibración del flujo de filamento
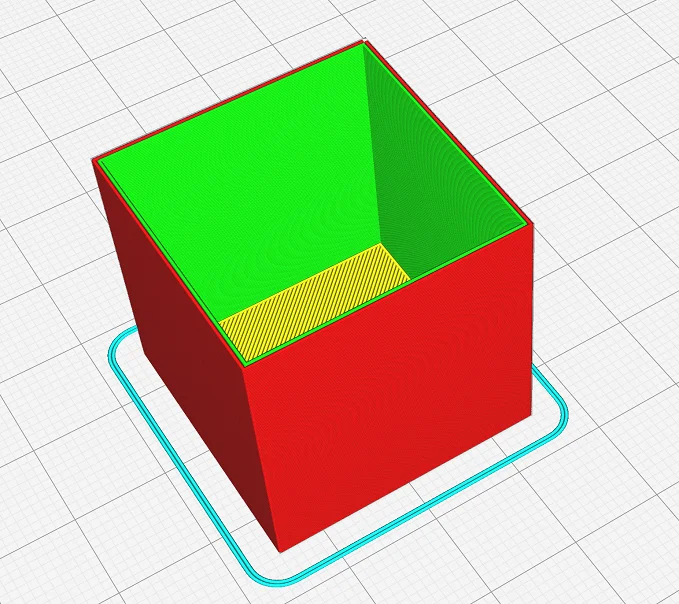
El caudal es relativamente fácil de calibrar. Para hacer esto, imprimir un cubo sin relleno, sin capas superiores y con 2 paredes. Luego imprima el cubo y mida el grosor de la pared..
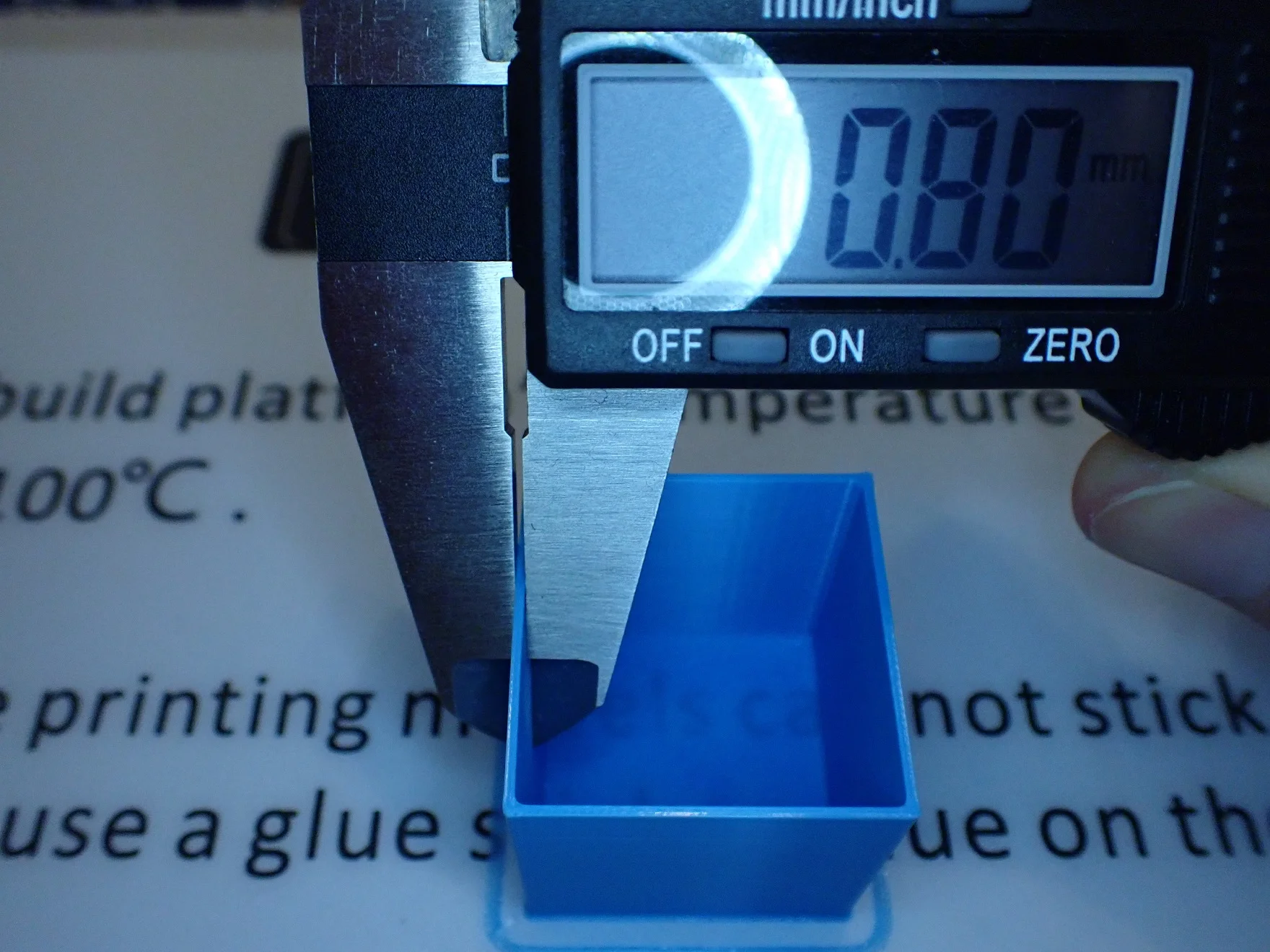
Si el espesor de la pared es exactamente 2 veces el ancho de tu línea, su tasa de flujo ya está idealmente establecida. Sin embargo, si se desvía, puede ajustar el caudal para compensar.
- Ejemplo 1:
- Ancho de línea = 0.2 milímetro
- Número de paredes = 2
- Espesor de pared medido = 0.42 milímetro
- El caudal es demasiado alto por 0.02/0.40 = 5%.
- Nuevo valor para el caudal = 95%
- Ejemplo 2:
- Ancho de línea = 0.2 milímetro
- Número de paredes = 3
- Espesor de pared medido = 0.59 milímetro
- El caudal es demasiado bajo por 0.01/0.60 = 1.7%.
- Nuevo valor para el caudal = 101.7%.
Calibración de la retracción
Calibrar la retracción es una de las primeras cosas que hago con una nueva impresora 3D FDM. Esta calibración también es buena para hacer con cualquier material nuevo..
La calibración es rápida porque el objeto de calibración es muy pequeño y solo tarda unos minutos en imprimirse. Por lo tanto, puede cambiar la configuración varias veces en muy poco tiempo para encontrar el valor perfecto.
La mejor manera es comenzar con la configuración predeterminada explicada anteriormente y cambiar la distancia de retracción en pequeños pasos de 0.1 mm y la velocidad de retracción en pasos de 5 mm/s. Pero nunca cambies ambos valores a la vez., porque entonces no sabes qué causó los cambios en el resultado.
el fin 3 S1 es perfecto para principiantes
el fin 3 S1 es muy fácil de usar, ya que tiene muchas características que no solo mejoran la calidad de impresión sino también el manejo. La interfaz de usuario es muy intuitiva., la adhesión de la cama de impresión es ideal y la extrusora de accionamiento directo funciona de manera muy confiable. Por lo tanto, el Ender 3 S1 es perfecto para principiantes.
Sin embargo, lo que muchos principiantes hacen mal durante las primeras impresiones de prueba es que no intentan entender la configuración. Cuando se produce un error de impresión, los signos de interrogación son grandes y la frustración está al alcance de la mano.
Entonces, al principio, familiarícese con la configuración básica y los perfiles predeterminados y conozca las funciones de las configuraciones más importantes y cómo puede optimizarlas. También es importante que pueda ajustar la configuración según el propósito del objeto.. Un objeto decorativo con 70% el relleno es un desperdicio de filamento y una altura de capa de 0.08 mm es una pérdida de tiempo al imprimir un tope de puerta.
Conclusión
Con estos ajustes en Cura, el Ender 3 S1 no debería tener problemas. Sin embargo, los ajustes solo se vuelven perfectos cuando los optimiza con objetos de calibración adecuados. Los ajustes perfectos en Cura siempre dependen del dispositivo individual y del filamento utilizado..
Una vez que comprenda cuáles son las configuraciones más importantes en Cura (temperatura de impresión, temperatura de la cama de impresión, velocidad de impresión, altura de la capa, tasa de flujo, y retracción) hacer, siempre estará un paso por delante de los errores de impresión y podrá desactivarlos rápidamente si se producen!
