Posibles causas y soluciones para diferentes tipos de impresoras 3D:
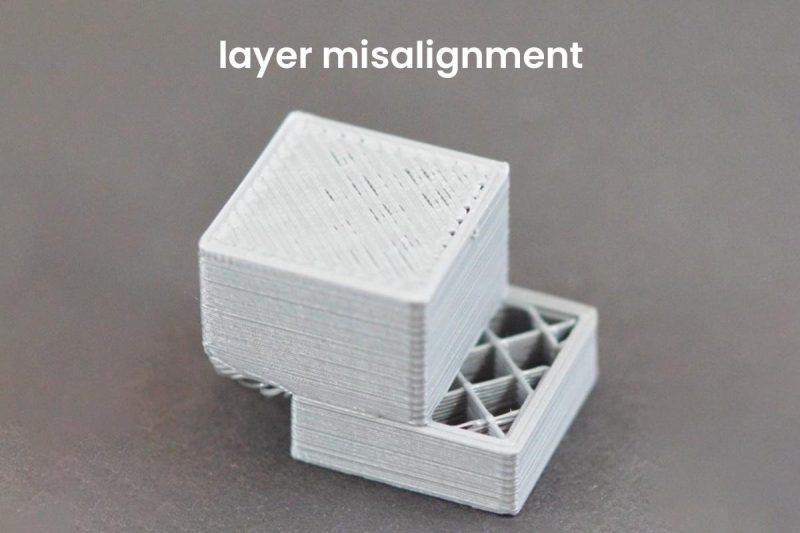
Modelado por deposición fundida (MDF)
Razones posibles:
- La plataforma de impresión no es nivelada o estable.
- Los motores o cinturones de paso a paso suelto causan movimiento impreciso de eje.
- Imprimir demasiado rápido da como resultado una extrusión desigual del material.
- La temperatura de la boquilla es inestable o inapropiada.
- Error del modelo de corte: El software más utilizado ahora es Cura y Prusa. La mayoría de ellos son de código abierto y no pueden garantizar la estabilidad y la profesionalidad del software. Es posible que cada diagrama de modelo de diseño no sea aplicable al software.
- Inestabilidad de voltaje: Durante el proceso de impresión, La inestabilidad de voltaje es causada por la conmutación de algunos electrodomésticos de alta potencia, resultando en desalineación.
Solución:
- Calibre la plataforma de impresión para garantizar su nivel y estabilidad.
- Revise el motor paso a paso y la correa, Ajuste o reemplace si es necesario.
- Reducir la velocidad de impresión, Especialmente para detalles finos.
- Ajuste la temperatura de la boquilla a la temperatura de impresión óptima para el material.
- Si la impresión está fuera de lugar, El diagrama del modelo se puede volver a completar, emocionado, y el archivo de código G se puede regenerar. Algunas marcas han desarrollado un software de corte de forma independiente, como la impresión de creality, Estampado flash, Estampado de bambú, etc..
- Se puede agregar un regulador de voltaje a la fuente de alimentación de impresión.
Estereolitmicromografía (SLA)
Razones posibles:
- El láser es inexacto o el punto de luz es desigual.
- El tanque de resina o la plataforma de compilación no está nivelado.
- La configuración de tiempo de exposición incorrecta conduce a un curado desigual.
Solución:
- Verifique el láser y spot uniformidad y calibre si es necesario.
- Asegúrese de que el tanque de resina y la plataforma de construcción estén nivelados.
- Ajuste el tiempo de exposición para garantizar un curado uniforme de la resina.
Procesamiento de luz digital (DLP)
Razones posibles:
- La imagen proyectada no está clara ni distorsionada.
- La plataforma de construcción no está nivelada o el nivel de líquido de resina es desigual.
- Configuración de tiempo de exposición incorrecta.
Solución:
- Consulte el proyector y la lente para garantizar imágenes claras.
- Calibre el nivel de plataforma de compilación y garantice un nivel de resina uniforme.
- Ajuste el tiempo de exposición para garantizar un curado uniforme de la resina.
Sinterización por láser selectiva (SLS)
Razones posibles:
- El rayo láser es inexacto o tiene potencia desigual.
- El lecho de polvo no está nivelado o la distribución de polvo es desigual.
- La velocidad de escaneo láser es demasiado rápida o demasiado lenta.
Solución:
- Verifique el haz láser y la distribución de potencia y calibre si es necesario.
- Asegúrese de que el lecho de polvo esté nivelado y el polvo se distribuya uniformemente.
- Ajuste la velocidad de escaneo láser para lograr un efecto de sinterización uniforme.
Fusión de la cama en polvo (PBF)
Razones posibles:
- Inestabilidad de energía láser o enfoque inexacto.
- La plataforma de construcción no está nivelada o el lecho de polvo es desigual.
- La estrategia de escaneo inadecuada conduce a la fusión desigual.
Solución:
- Verifique el poder y el enfoque del láser, y calibrar si es necesario.
- Calibre el nivel de la plataforma de compilación y asegúrese de que el lecho de polvo sea uniforme.
- Optimizar la estrategia de escaneo para garantizar una fusión de polvo uniforme.
+1
+1
+1
+1
