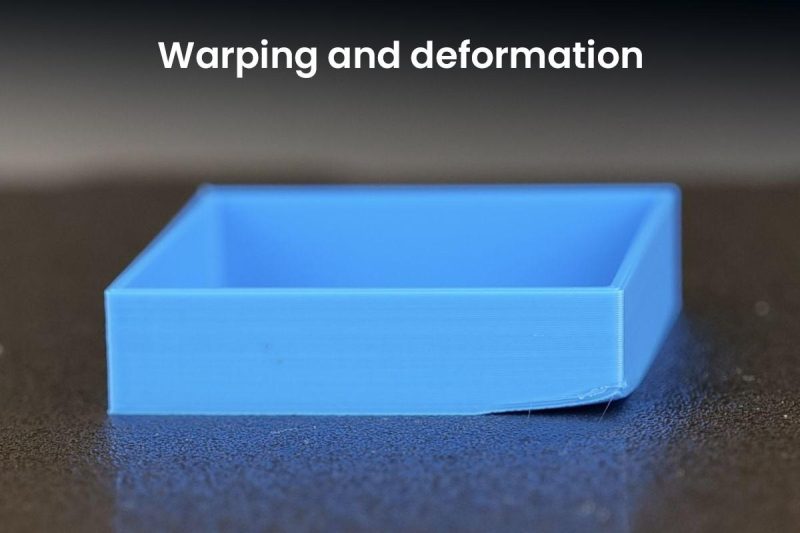
La deformación o deformación de objetos impresos en 3D es un desafío de postprocesamiento común, que generalmente está relacionado con la contracción material, entorno de impresión, y configuración de parámetros de impresión. Las siguientes son posibles causas y soluciones basadas en diferentes tipos de impresoras 3D.
Modelado por deposición fundida (MDF)
Razones posibles:
-
La temperatura de impresión es demasiado alta o demasiado baja, resultando en contracción material desigual.
-
La velocidad de impresión es demasiado rápida, resultando en un enfriamiento de material insuficiente.
-
Adhesión insuficiente entre capas de impresión.
-
La temperatura de la plataforma de impresión incorrecta afecta la adhesión de la superficie inferior.
Solución:
-
Ajuste la temperatura de impresión al rango recomendado para el material.
-
Reducir la velocidad de impresión y aumentar el enfriamiento.
-
Optimizar la unión entre capas con la altura de capa y la ruta de impresión apropiadas.
-
Ajuste la temperatura de la plataforma de impresión para garantizar una buena adhesión de la primera capa.
Estereolitmicromografía (SLA)
Razones posibles:
-
El tiempo de exposición es demasiado largo o demasiado corto, resultando en curado de resina desigual.
-
La plataforma de construcción no está nivelada, que afecta la planitud de la capa.
-
Manejo inadecuado del nivel de líquido de resina en el tanque de resina.
Solución:
-
Ajuste el tiempo de exposición al rango recomendado de resina.
-
Calibrar la plataforma de compilación para garantizar su nivel.
-
Administre el nivel de líquido en el tanque de resina para garantizar un relleno de resina uniforme.
Procesamiento de luz digital (DLP)
Razones posibles:
-
El tiempo de exposición es demasiado largo o demasiado corto, resultando en curado de resina desigual.
-
El nivel de resina desigual afecta la profundidad de curado.
-
La plataforma de impresión no está nivelada.
Solución:
-
Ajuste el tiempo de exposición al rango recomendado de resina.
-
Use un raspador para garantizar un nivel de resina uniforme.
-
Calibre la plataforma de impresión para garantizar su nivel.
Sinterización por láser selectiva (SLS)
Razones posibles:
-
El poder láser desigual conduce a sinterización de polvo desigual.
-
Configuración de parámetros de impresión incorrecto, como la velocidad de escaneo es demasiado rápida.
Solución:
-
Verifique la energía del láser para garantizar una distribución uniforme.
-
Ajustar los parámetros de impresión, como reducir la velocidad de escaneo.
Fusión de la cama en polvo (PBF)
Razones posibles:
-
El rayo láser no está enfocado con precisión, resultando en la fusión desigual.
-
Configuración de parámetros de impresión incorrecto, como la velocidad de escaneo láser es demasiado rápida.
Solución:
-
Verifique el enfoque del haz láser y calibre si es necesario.
-
Ajustar los parámetros de impresión, como reducir la velocidad de escaneo láser.
Solución general:
-
Uso de estructuras de soporte: Para geometrías complejas, El uso de estructuras de soporte puede ayudar a reducir la deformación.
-
Postprocesamiento: Para objetos deformados, la forma se puede corregir calentando y presionando.
-
Control ambiental: Controlar la temperatura y la humedad del entorno de impresión para reducir la deformación de los materiales causados por los cambios ambientales.
-
Selección de material: Elija el material de impresión apropiado, Algunos materiales son más resistentes a la deformación.
-
Dirección de impresión: Ajuste la dirección de impresión para que la dirección de impresión sea perpendicular al área máxima del objeto, Reducción de la deformación.
-
Sistema de enfriamiento: Use un sistema de enfriamiento apropiado para garantizar un enfriamiento uniforme del material.
Para diferentes tipos de impresoras 3D, Resolver problemas de deformación o deformación requiere una comprensión profunda del principio de trabajo de la impresora y ajustar y optimizar de acuerdo con situaciones específicas. El mantenimiento y la calibración regulares también son clave para garantizar la calidad de impresión.
+1
+1
+1
+1
