En el campo de la impresión 3D, Comprender la temperatura de impresión óptima para cada material es clave para lograr los mejores resultados de impresión. Diferentes materiales tienen diferentes reacciones al calor, Por lo tanto, es crucial comprender la configuración de temperatura ideal para cada material. Aunque la mayoría de las impresoras están equipadas con configuraciones preestablecidas, Estas configuraciones no siempre son perfectas. Si la temperatura preestablecida es inexacta, puede causar problemas de impresión, Entonces, ajustar la temperatura correctamente es crucial.
Este artículo lo ayudará a obtener una comprensión clara del rango de temperatura ideal para varios materiales y el calor máximo que pueden resistir de manera segura.
¿Cómo afecta la temperatura el proceso de impresión 3D??
La temperatura juega un papel crucial en el proceso de impresión 3D. No solo afecta la reactividad de materiales como las resinas, pero también la energía requerida para curarlos o curarlos. En comparación con las resinas frías, Las resinas calientes se vuelven menos pegajosas y más activas, lo que les permite curar más rápido y requerir menos energía. Esto es particularmente importante en entornos con temperaturas ambientales cambiantes., ya que afectan directamente el tiempo de exposición requerido para lograr los mejores resultados.
En términos de calidad de impresión, Control de temperatura Comportamiento del material, adhesión entre capas, y la integridad estructural general del producto final. El control adecuado del rango de temperatura asegura que el filamento o la resina se adhieran correctamente, prevenir problemas como deformación o separación de capa. Cuando la temperatura es demasiado baja, puede causar una adhesión de entreapas débil, y una temperatura demasiado alta puede causar extrusión excesiva y pérdida de detalles. La consistencia en la temperatura es crucial para mantener la calidad de impresión y las propiedades del material.
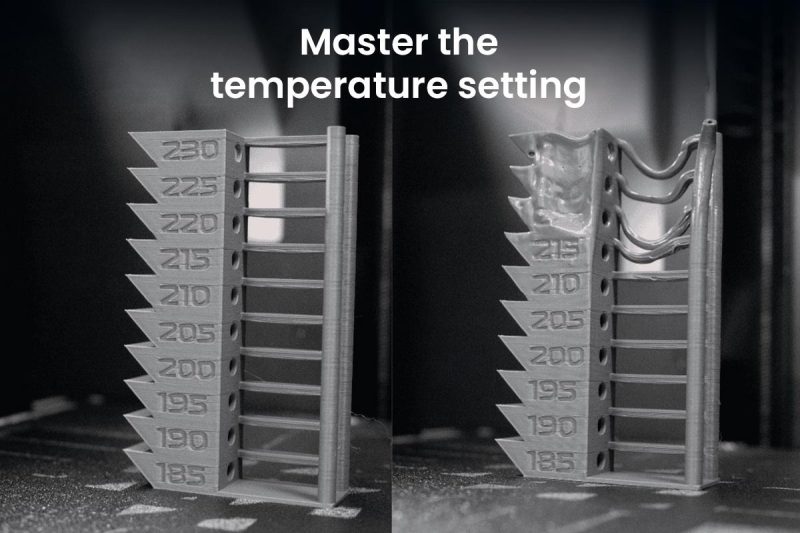
La influencia de la temperatura en la calidad y la apariencia de la impresión
Los cambios de temperatura pueden afectar significativamente la estética y la calidad mecánica de las piezas impresas en 3D. Las temperaturas de impresión más altas tienden a producir superficies suaves y brillantes, mientras que las temperaturas más bajas producen texturas mate o satén. Las diferencias en el tratamiento de la superficie también pueden afectar la percepción del color, con la vitalidad del color que mejora el brillo y las superficies mate reduciendo el brillo. La selección de apariencia del producto final generalmente depende del flujo del material y la apariencia deseada.
Además de la estética, La temperatura también afecta la resistencia de las piezas impresas. Las temperaturas más altas aumentan la adhesión entre las capas y reducen el riesgo de separación de capas. Sin embargo, Empujar la temperatura demasiado alta puede causar problemas como el estiramiento de filamentos, Donde los filamentos de material se estiran entre diferentes partes de la impresión. Al mismo tiempo, El calor excesivo también puede causar fluencia térmica, Donde el calor se difunde desde la boquilla hasta la parte más fría de la impresora, afectando la extrusión y posiblemente causando bloqueo de la impresora. Mantener el equilibrio correcto puede garantizar la apariencia esperada y la resistencia mecánica de la impresión.
¿Cuál es la temperatura ideal para la impresión 3D??
No hay solo "correcto” Temperatura para la impresión 3D. La temperatura de impresión óptima puede variar según el tipo de cable, la impresora 3D específica, y las propiedades requeridas para la parte impresa final. Por ejemplo, Para lograr un efecto de superficie lisa, La temperatura puede diferir de la temperatura óptima para maximizar la resistencia del componente o la durabilidad.
Cada tipo de filamento tiene su propio rango de temperatura, dentro del cual se debe seleccionar la configuración ideal en función de los requisitos de impresión final. Ya sea que esté buscando una mejor calidad de impresión o resistencia mecánica, Comprender las características del material es clave para seleccionar la temperatura de impresión más adecuada para su proyecto.
Temperatura de impresión óptima para filamentos comunes
Cuando se trata de impresión 3D, Cada tipo de filamento tiene requisitos específicos de temperatura de boquilla y cama. Estas configuraciones de temperatura pueden afectar directamente la calidad de impresión y la adhesión del material al lecho de impresión.. Comprender el rango de temperatura del lecho recomendado para cada filamento puede ayudar a evitar problemas comunes, como la mala adhesión, pandeo, o separación de capa. Estas son algunas de las mejores temperaturas de impresión para filamentos populares., Comenzando con PLA.
PLA (ácido poliláctico)
PLA es el filamento más utilizado en la impresión 3D, conocido por su facilidad de uso, temperatura de transición de vidrio, y flexibilidad en diferentes condiciones de impresión. Debido a su tolerancia, es particularmente adecuado para principiantes. El rango de temperatura de la boquilla recomendado para PLA es 200 °C a 220 °C, y la temperatura de la cama debe mantenerse entre 50 °C y 60 °C. El enfriamiento adecuado es crucial para lograr una calidad de impresión óptima.
Si la temperatura de la boquilla es demasiado alta, El PLA impreso puede ser extruido excesivamente, causando problemas como filamentos finos o puntos en la superficie impresa. Por otro lado, Si la temperatura es demasiado baja, puede causar una mala adhesión entre las capas, afectando la fuerza general de la parte impresa.
abdominales (Acrilonitrilo-butadieno-estireno)
ABS es un filamento duradero, Pero es más difícil de imprimir que otros filamentos como PLA. Es sensible al enfriamiento rápido, que puede causar deformación o contracción. Por lo tanto, El ABS requiere una impresora 3D cerrada para enfriar las piezas impresas lenta y uniformemente. El ventilador de enfriamiento generalmente debe apagarse para evitar fluctuaciones de temperatura que puedan afectar la integridad de la estructura impresa.
Para ABS, El rango de temperatura de la boquilla recomendado está entre 210 °C y 250 °C, y la temperatura de la cama debe mantenerse entre 80 °C y 110 °C. Si la temperatura es demasiado alta, El material puede estar sobreextrado, resultando en la calidad de impresión y los defectos de la superficie. Si la temperatura es demasiado baja, puede causar una adhesión insuficiente entre las capas, dando como resultado grietas o fallas de componentes.
PETG (tereftalato de polietileno)
PETG es un material versátil que combina la imprimibilidad del PLA con la resistencia del ABS. Requiere una temperatura estable y una cama de impresión con buena adhesión, como pegamento o cinta de pintor azul, Para garantizar una adhesión adecuada del cable. El rango de temperatura de la boquilla ideal para PETG está entre 220 °C y 250 °C, y la temperatura de la cama debe establecerse entre 50 °C y 80 °C.
Si la temperatura de la boquilla se establece demasiado alta, El material puede volverse viscoso y causar una extrusión excesiva al imprimir PETG, que afectará la precisión y el tratamiento superficial de la impresión. En cambio, Si la temperatura es demasiado baja, puede causar subextrusión y mala adhesión entre capas, lo que puede hacer que el componente sea propenso a la falla.
Nylon
El nylon es un material de filamento fuerte y duradero, generalmente se usa para piezas que requieren flexibilidad y resistencia al desgaste. Sin embargo, Debido a su alta temperatura de impresión y absorción de humedad, El nylon es un material difícil de manejar, lo que significa que absorbe fácilmente la humedad. Antes de imprimir, el filamento debe estar completamente seco, ya que la humedad puede reducir significativamente la calidad de impresión, provocando burbujas o filamentos. Además, Es mejor apagar el ventilador de refrigeración para la impresión de nailon para garantizar una adhesión adecuada entre las capas..
El rango de temperatura de boquilla recomendado para nailon está entre 240 °C y 270 °C, y la temperatura de la cama debe establecerse entre 50 °C y 70 °C. Al imprimir nailon a una temperatura demasiado alta, puede sufrir filamentos y fugas excesivas, ensuciar la impresión y reducir la precisión. Si la temperatura es demasiado baja, Es posible que la capa no se adhiera bien, lo que resulta en piezas propensas a romperse.
TPU (poliuretano termoplástico)
El TPU es un material de alambre flexible muy adecuado para fabricar piezas que deben resistir presiones e impactos., como fundas para teléfonos o asas personalizadas. Su flexibilidad hace que sea más difícil de imprimir que los materiales rígidos porque tiende a estirarse y doblarse durante la extrusión., lo que puede provocar posibles fallos de impresión. Para evitar enredos o errores de alimentación, TPU necesita imprimir lentamente y mantener la ruta del cable limitada por el material del cable.
Para TPU, la temperatura de la boquilla debe establecerse entre 210 °C y 230 °C, y la temperatura de la cama debe estar entre 30 °C y 60 °C. Si la TPU se imprime a una temperatura demasiado alta, puede causar una sobreextrusión, Formando puntos y filamentos finos en la superficie de impresión. Si la temperatura es demasiado baja, El filamento no puede ser extruido correctamente, dando como resultado una adhesión subestimada y deficiente.
MASCOTA (tereftalato de polietileno)
PET es un material de filamento fuerte y duradero comúnmente utilizado en aplicaciones que requieren resistencia química e impresión de grado alimenticio. Requiere una temperatura de boquilla alta para derretirse correctamente y unirse entre capas. El rango de temperatura de la boquilla ideal para PET está entre 220 °C y 260 °C, y la temperatura de la cama debe mantenerse entre 70 °C y 100 °C.
Al imprimir mascota, Si la temperatura de la boquilla es demasiado alta, puede causar extrusión excesiva, lo que resulta en manchas y superficies irregulares. En cambio, una temperatura más baja de la boquilla puede causar subextrusión, lo que resulta en el debilitamiento de la pieza impresa y la separación de capas. Asegurar una buena adherencia de la cama calentada es una medida importante para evitar deformaciones., y agregar adhesivos como pegamento o cinta azul puede mejorar la adhesión.
ordenador personal (policarbonato)
El policarbonato es conocido por su resistencia y resistencia al calor., y es una opción popular para aplicaciones de alto rendimiento. Sin embargo, debido a sus altos requisitos de temperatura y la tendencia a deformarse causada por un manejo inadecuado, La impresión desde PC es un desafío. La temperatura de boquilla recomendada para PC está entre 260 °C y 310 °C, y la temperatura de la cama está entre 90 °C y 120 °C.
Si la temperatura de la boquilla es demasiado alta, La PC puede volverse viscosa y causar una extrusión inconsistente.. Por otro lado, Si la temperatura es demasiado baja, Puede causar una mala adhesión entre capas y piezas frágiles.. Para obtener los mejores resultados, Se recomienda utilizar una impresora cerrada para mantener un entorno estable y evitar la deformación..
PVA (Alcohol polivinílico)
PVA es un material de filamento soluble en agua utilizado principalmente como material de soporte para impresión compleja. Se usa mejor con impresoras de doble extrusión. La temperatura óptima de la boquilla para PVA está entre 180 °C y 220 °C, y el rango de temperatura de la cama está entre 45 °C y 60 °C. El control adecuado de la temperatura es crucial para evitar problemas como la mala adhesión y la falla de la impresión.
Cuando se usa impresión de PVA, Mantener una temperatura baja ayuda a prevenir la combustión del material o la filtración excesiva, que puede causar filamentos y afectar la calidad de impresión. Por otro lado, Si la temperatura es demasiado baja, puede causar subextrusión, dando como resultado un soporte insuficiente y una mala adhesión entre capas. Debido a la fuerte absorción de humedad de PVA, Almacenarlo en un ambiente seco y fresco es crucial para mantener su imprimibilidad y rendimiento.
CADERAS (Poliestireno de alto impacto)
HIPS es un material versátil conocido por su resistencia y resistencia al impacto, y también se usa como un cable de soporte soluble junto con ABS. Para resultados de impresión óptimos, la temperatura de la boquilla debe mantenerse entre 230 °C y 250 °C, y el lecho de calefacción debe establecerse entre 90 °C y 110 °C. Lograr estas configuraciones de temperatura asegura una buena unión entre capas y minimiza el riesgo de deformación.
Si se imprime a una temperatura demasiado alta, puede causar extrusión excesiva, resultando en superficies irregulares, mientras que la impresión a una temperatura demasiado baja puede causar piezas frágiles y espacios intermedios. Para evitar problemas de impresión, Use un entorno cerrado cuando use caderas para mantener un entorno estable, que ayuda a prevenir la deformación causada por cambios repentinos de temperatura durante el flujo de aire o impresión.
Pom (Polioximetileno, formaldehído)
Pom, también conocido como formaldehído, es un material fuerte y duradero conocido por su baja fricción y alta rigidez. El uso de la impresión POM requiere un manejo específico de la temperatura para obtener resultados óptimos. La temperatura de la boquilla recomendada es entre 210 °C y 230 °C, y la temperatura de la cama debe mantenerse entre 100 °C y 130 °C.
