
始まり
のエンダー 3 S1 ダイレクトドライブ 3D プリンターは人気の Ender の後継プリンターです 3 Creality の V2. 使いやすさと印刷品質を大幅に向上させる実証済みの機能が満載です.
しかし, 多くのユーザーにとって, スライサー設定は、優れたハードウェアと完璧な 3D プリントの間に位置します。. このギャップを埋めてエンダーを最大限に活用するには 3 S1, Cura プロファイルに適切な設定が必要です.
Ender に最適な設定で完璧な Cura プロファイルを取得するための最良の戦略 3 S1 は、優れた標準プロファイルをベースとして、それを最適化および校正します。
完璧なエンダー 3 S1 プロファイルには Cura の次の設定が含まれています:
- 印刷速度: 40 mm/s
- レイヤーの高さ: 0.12 んん
- 印刷温度: 195 °C
- プリントベッド温度: 60 °C
- 撤回: 1 mmで 60 mm/s
- インフィル: 20
- ファンの初期速度: 0%
- 最初のレイヤーの速度: 20 mm/s
上記の値は PLA に有効です. ABS や PETG などの他の一般的なフィラメントの完璧な設定についてもこの記事で説明しています。.
私のEnderの何百時間もの動作で証明された設定はどれですか 3 S1, この記事で紹介しています. 最も重要な設定を自分で調整する方法も学びます!
エンダーに最適な Cura 設定はどれですか 3 S1?
Cura for the Ender の最適な設定 3 S1 はオブジェクトの使用目的によって異なります, 使用したフィラメント, およびその他のパラメータ. Ender の完璧な Cura プロファイルを取得する最速の方法 3 S1 は、事前に作成された標準プロファイルを使用します.
その後, 個々の 3D プリンターと使用済みフィラメントに合わせて調整するだけです。. この記事に記載されている値は適切なガイドラインです。, ただし、個々のデバイスにとって完璧ではありません. 各ノズル, 押出機, フィラメントは若干異なるため、異なる設定が必要です, たとえ彼らが近くにいたとしても.
したがって, 最適なデフォルト設定の後, 最も重要なパラメータの調整について説明するセクションもあります。. このようにして、Ender の Cura プロファイルを最適化できます。 3 S1.
Cura の標準プロファイルをベースに
 Cura は、多くの 3D プリンターに優れた標準プロファイルを提供します. これらはさらなる最適化のための優れた出発点です. デフォルトのプロファイルは、新しい 3D プリンターを追加するための設定の下にあります。. これがそれらをアクティブ化する方法です:
Cura は、多くの 3D プリンターに優れた標準プロファイルを提供します. これらはさらなる最適化のための優れた出発点です. デフォルトのプロファイルは、新しい 3D プリンターを追加するための設定の下にあります。. これがそれらをアクティブ化する方法です:
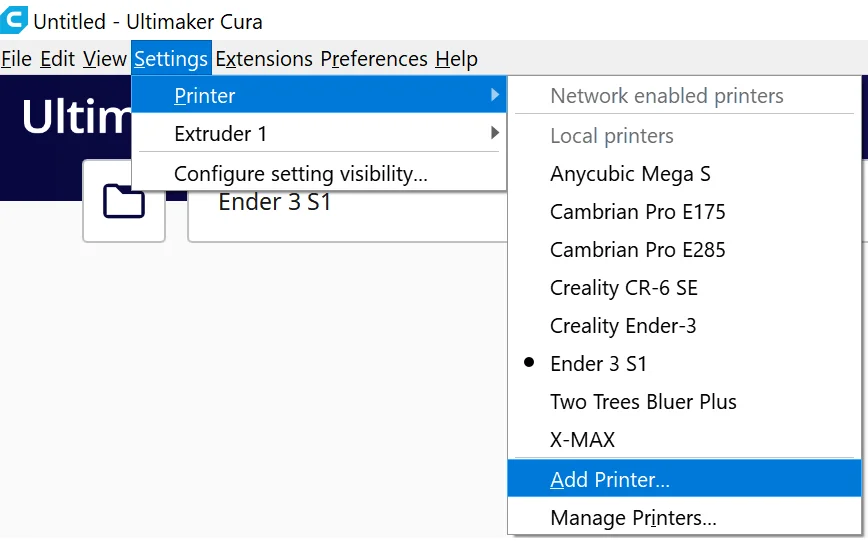
- 「設定」をクリックします” そして「プリンター」” および「プリンターの管理」.
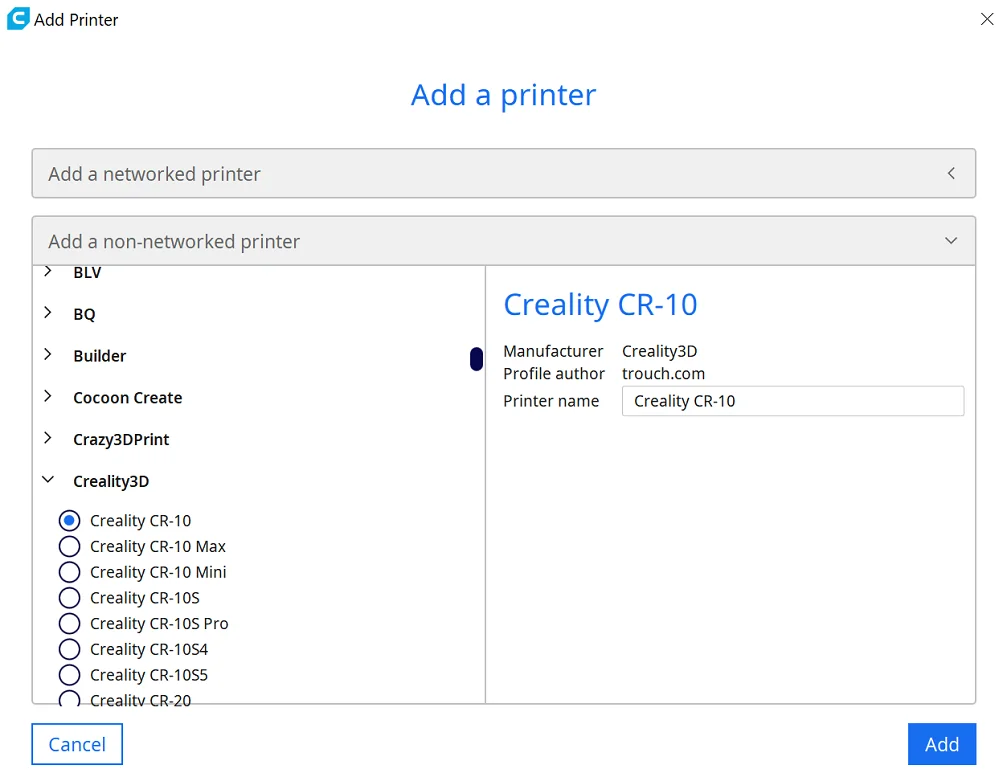
- 「ネットワークに接続されていないプリンターを追加する」を選択します” 「追加」で” ダイアログ.
- 「Creality3D」まで下にスクロールします。, ドロップダウン メニューを展開し、「終了」を選択します。 3 S1」.
このプロフィールでは, 非常に優れたデフォルト値があり、さらに最適化することができます. Cura では 3D プリントを最適化するために多数の設定を行うことができます, しかしそのうちのいくつかは重要です. これらの非常に重要な設定については、この記事で説明しており、それらを自分で調整する方法についても説明します。.
しかし, Cura には、リリースから数週間、あるいは数か月経っても、新しい 3D プリンターのデフォルト プロファイルがないことがよくあります。. Ender の標準プロファイルが見つからない場合 3 S1, 3つの選択肢があります:
- まったく新しいプロファイルを作成する (最も複雑なオプション)
- エンダーを選択 3 設定を調整します (間違いが起こりやすい)
- Creality Slicer からデフォルトのプロファイルをインポートして最適化する (最良のバリエーション)
Creality Slicer の標準プロファイルをベースに
CrealityにはCuraの独自のバリエーションがあります, クリエイティリティ スライサー. Creality Slicer は Cura に基づいています, 見た目はほぼ同じ, そして同じ設定があります.
要するに, 主な違いは、Creality Slicer には、Creality 3D プリンター用の優れたすぐに利用できるデフォルト プロファイルがあることが多いことです。, ただし、最新のアップデートでは Cura に遅れています. しかし, Creality Slicer から Cura にプロファイルを追加することで、両方の長所を活用できます.
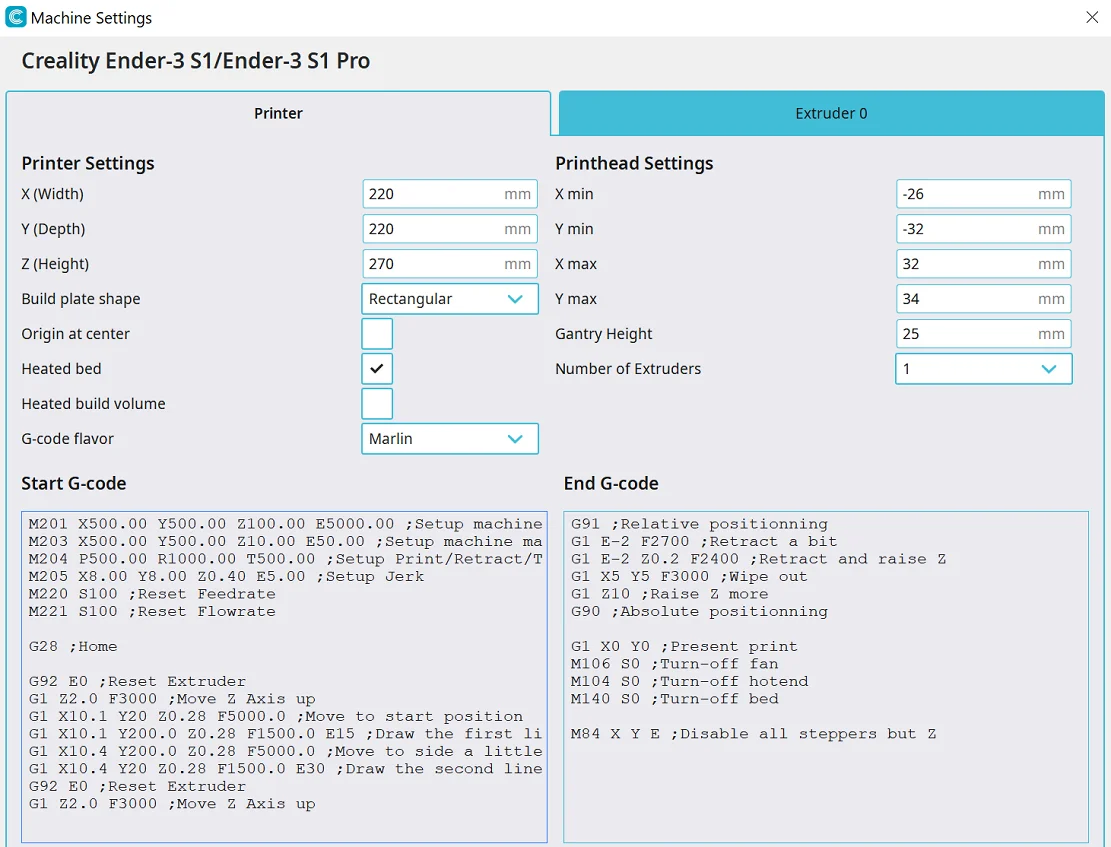
Cura で新しいプロファイルを作成するには, エンダーを変更することもできます 3 プロファイルを作成するか、空のプロファイルを作成します. 次に、すべてのデータをマシンの設定印刷設定の値を転送します. すべての印刷設定が表示されない場合, 設定で可視性を有効にする必要があります.
私の経験では, Creality Slicer のプロファイルは非常に優れています, しかし完璧には程遠い. 特にリトラクトの設定には多くのキャリブレーションが必要です. どうやってこれを行うのか, 以下で読むことができます.
印刷温度
印刷温度は 3D プリンティングで最も重要な設定の 1 つです. 高すぎるか低すぎる場合, ニキビ, 糸引きや過剰または過少の押し出しがすぐに発生する可能性があります.
ジ・エンダー 3 私の経験上、S1 のホットエンドは非常に効果的です, 温度を推奨フィラメント温度の下限に維持する.
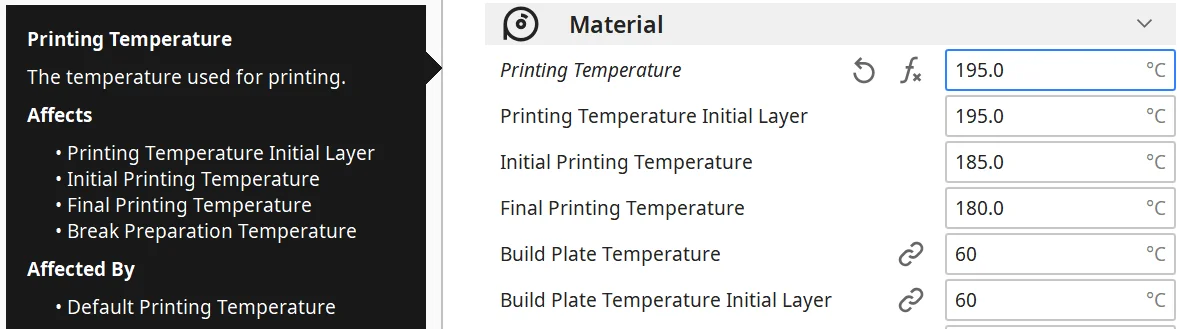
人気のPLAフィラメント用, の温度 190 °Cは自らを証明した. フィラメントに応じて, しかし, までの値 200 °Cも理想的になる可能性があります. ABS用, 間の温度範囲 220 と 250 °C が最も効果的です, そしてPETGの場合は、 220 と 245 °C.
どのようなフィラメントを使用しても, 標準気温だけに頼るべきではありません. 最適な温度を見つけるために、テストプリントを印刷することを常にお勧めします。. しかし、それについては後で詳しく説明します.
Ender に最適な印刷温度 3 S1 クーラ:
- 人民解放軍: 190-200 °C
- ABS: 220-250 °C
- PETG: 220-245 °C
プリントベッド温度
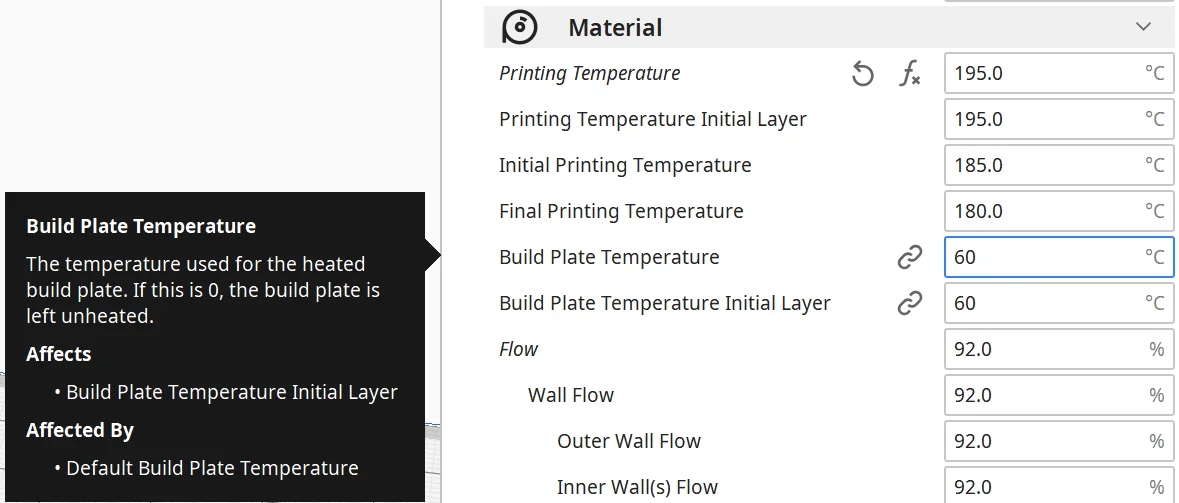
クリエイティエンダーを使って 3 S1, プリントベッドの接着に関してはほとんど心配する必要はありません. フレキシブルプリントベッドはほぼ完璧で、接着力を高めるためにMagigooなどの接着剤を使用する必要はほとんどありませんでした。.
それでもないし, この完璧な接着を実現するには、正しいプリントベッド温度が重要です. PLA は理論的には加熱プリント ベッドをまったく必要としません, しかし、最良の結果が得られるのは、 60 °C.
ABS付き, しかし, プリントベッドヒーターなしではいられない. ここ, 温度はこうあるべきです 90 に 100 °C. ABS は、オブジェクトとプリント ベッドの間の接続部分で反りやすいだけではありません。, 冷却中に物体の残りの部分も収縮します. したがって, ABS印刷時, 周囲温度を均一で暖かく保つためにエンクロージャを使用するのは理にかなっています. Crealityから適切なエンクロージャーがあります, 詳細なテストはここで見つけることができます.
PETG には PLA と同様のプリント ベッド温度要件があります, しかし、で 70 °C もう少し必要です.
Ender に最適なプリント ベッド温度 3 S1 クーラ:
- 人民解放軍: 60 °C
- ABS: 90-100 °C
- PETG: 70 °C
印刷速度
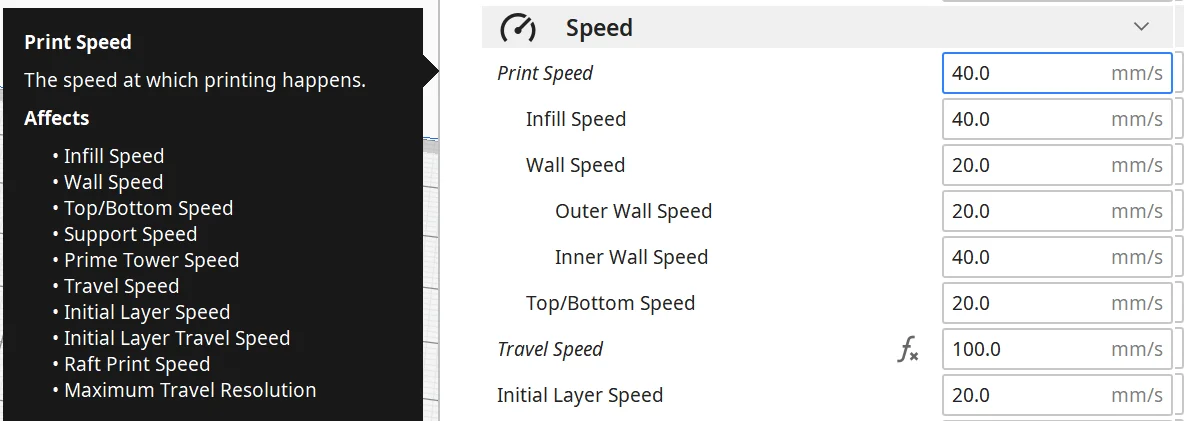
3D プリンターの印刷速度の仕様は、3D プリンティングの初心者の間で混乱を招くことがよくあります。. Ender の最高印刷速度にもかかわらず、 3 S1 は次のように与えられます。 150 mm/s, これは理想的な速度とは程遠いです. せいぜい, このような高い値は、高精度や滑らかな表面を必要としない粗いプロトタイプに使用されます。.
実際の印刷速度は最大印刷速度の数分の一であるため、印刷品質は可能な限り高く維持され、3D プリントは迅速に完了します。.
ほとんどの非柔軟性フィラメントの場合, の印刷速度 40 に 60 mm/s は Ender で成功することが証明されています 3 S1. PETGのみが低速を必要とします, TPU などの柔軟なフィラメントも同様です. ここ, 30 mm/s はそれ自体を証明しました.
Ender の最高の印刷速度 3 S1 クーラ:
- 人民解放軍: 40-60 mm/s
- ABS: 40-60 mm/s
- PETG & TPU: 30 mm/s
レイヤーの高さ
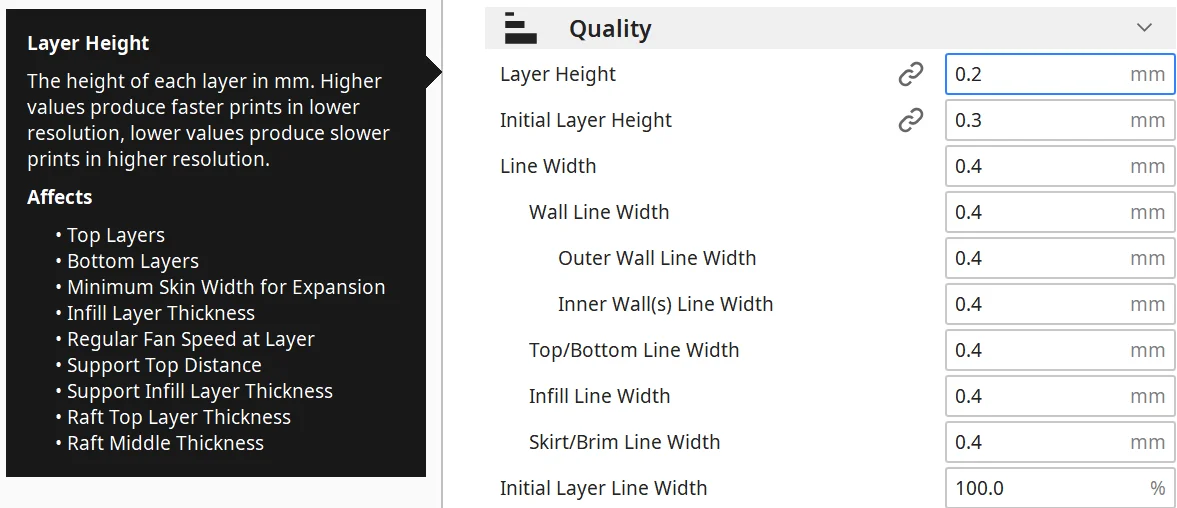
3D プリントのレイヤーの高さは、プリント品質の決定的な設定です. 層が厚ければ厚いほど, 表面が粗いほど. しかし, 薄い層が必ずしも自動的に良い選択になるとは限りません, 薄い層にはいくつかの欠点もありますので、. つまり, 印刷時間は指数関数的に増加します.
以下のレイヤーの高さは、Ender で効果的であることが証明されています。 3 S1:
- 0.08 んん
- 0.12 んん
- 0.16 んん
- 0.20 んん
- 0.24 んん
- 0.28 んん
薄い層は、美しい表面が重要な装飾品に特に適しています。. 寸法精度は重要だが必ずしも完璧な表面である必要はない標準的なオブジェクトの場合, 中層の高さが適切です. 美的価値のない物品の場合, レイヤーの高さが粗いため、印刷時間を大幅に節約できます. 粗い層の高さは、家庭での迅速なプロトタイプまたはスペアパーツに特に推奨されます。.
エンダーに最適なレイヤーの高さ 3 S1 クーラ:
- 装飾品: 0.08 と 0.12 んん
- 標準: 0.16 と 0.20 んん
- 粗い, 高速印刷: 0.24 と 0.28 んん
流れ
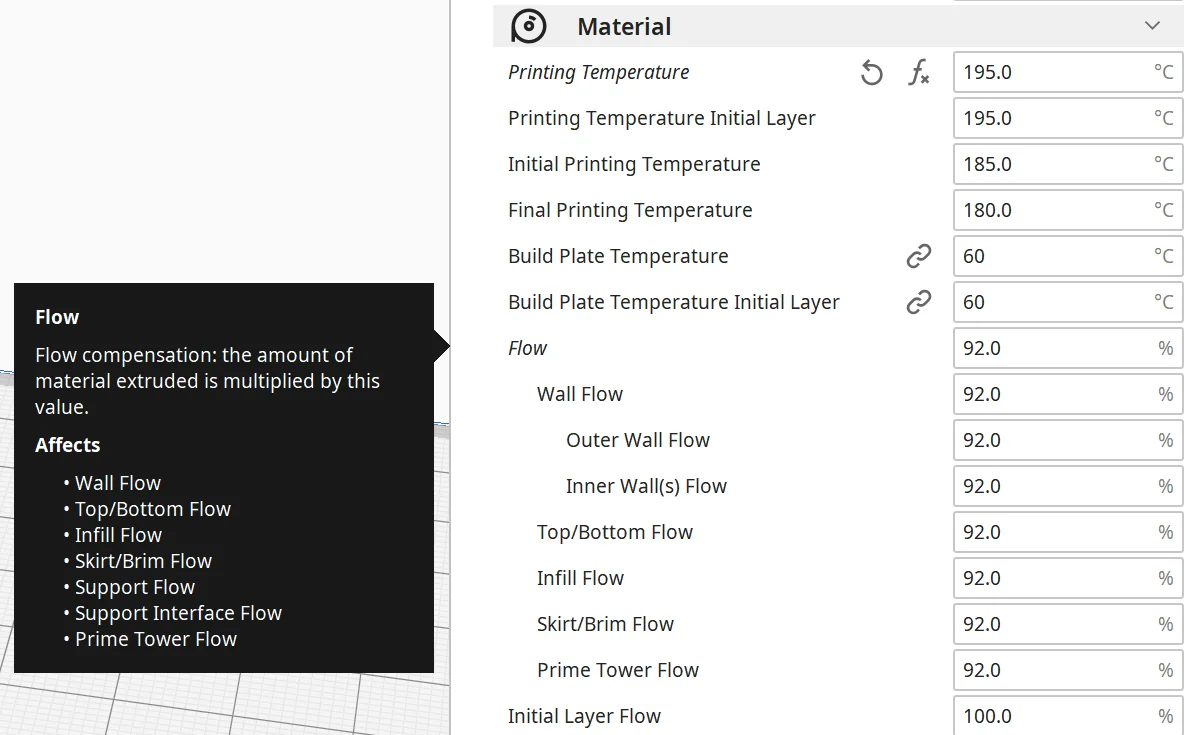
Cura の流量は通常、 100%. 過剰または過少押し出しなどの現象に対処するため, 流量を変更できます. 間の値 90 と 110% 一般的です. 次に、流量に実際の材料流量を乗じて調整します。.
後退時の設定に加えて, 正しい流量は非常に個体差があり、同じモデルの個々の 3D プリンター間で数パーセント異なる場合があります。. しかし, ほとんどの場合 100% 非常に良好な開始値であるか、すでに流量の完璧な値であるかのいずれかです.
エンダーに最適な流量 3 S1 クーラ:
- デフォルト値: 100%
- 過押し出し用: 90% に 99%.
- アンダー押出用: 101% に 110
撤回
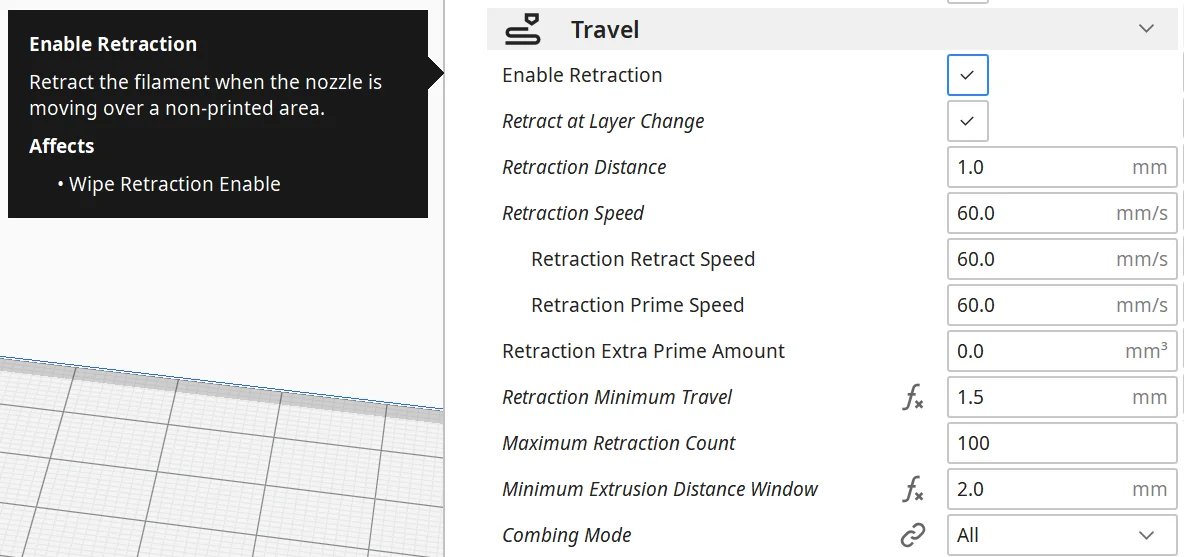
糸引きやにじみは一般的な印刷エラーです. リトラクトを正しく設定すると、これらのエラーを回避できます。.
これらの印刷エラーは、移動中にノズルから余分な材料が漏れることによって発生します。. 物質がほとんど漏れない場合, フィラメントは 3D モデル上のある場所から別の場所に引っ張られる可能性があります. 素材がたくさん出てきたら, ノズルがオブジェクトに触れた場所にブロブが表示されます.
調整する必要があるリトラクションには 2 つの値があります. 後退距離と後退速度. 後退距離は、後退ごとにノズルに引き戻されるフィラメントの距離を定義します。, 後退速度はこれが起こる速度を定義します.
Ender に最適なリトラクション設定 3 S1 クーラ:
- 人民解放軍: 0.8-1.0 mmで 50 mm/s
- ABS: 0.8-1.0 mmで 60 mm/s
- PETG: 0.6-0.8 mmで 40 mm/s
後退距離
後退距離は、後退動作中に後退する材料の長さを定義します。. その値はわずか数ミリで、3Dプリンターごとに大きく異なります。. この値は最も重要な値の 1 つであり、個別に最適化する必要があります。.
Ender のダイレクトドライブ押出機 3 S1 はフィラメントを非常に正確に動かします. 適切な設定が見つかったら, 不適切なリトラクトに伴う印刷エラーが魔法のように消えます。.
ジ・エンダー 3 S1 は非常に短い後退距離のみを必要とします. PLAおよびABS用, 0.8 に 1.0 mmで十分です, PETGのみが必要です 0.6 に 0.8 んん.
エンダーの最適な後退距離 3 S1 クーラ:
- 人民解放軍: 0.8-1.0 んん
- ABS: 0.8-1.0 んん
- PETG: 0.6-0.8 んん
後退速度
後退速度は、後退動作中にフィラメントがノズル内に後退される速度を定義します。. エンダーのために 3 S1, それは間にあります 40 と 60 mm/s. 使用するフィラメントにより値が異なります.
後退速度は、押出機内のフィラメントを破壊したり、押出機内で滑ったりしないように、できるだけ速く設定する必要があります。. フィラメントがより速く引き戻される, 糸引きや塊の形成がより効果的に防止されます。. また、ノズルが停止している時間が短縮され、印刷時間がわずかに短縮されます。.
後退速度は 3D プリンターごとに個別に最適化する必要があります, 収縮長さに加えて, 印刷温度, と流量. また, これらの値のもう一方と同様に, それはフィラメントごとに異なり、場合によっては同じタイプの他のメーカーのフィラメント間でも異なります。.
エンダーの最高の後退速度 3 S1 クーラ:
- 人民解放軍: 50 mm/s
- ABS: 60 mm/s
- PETG: 40 mm/s
インフィル
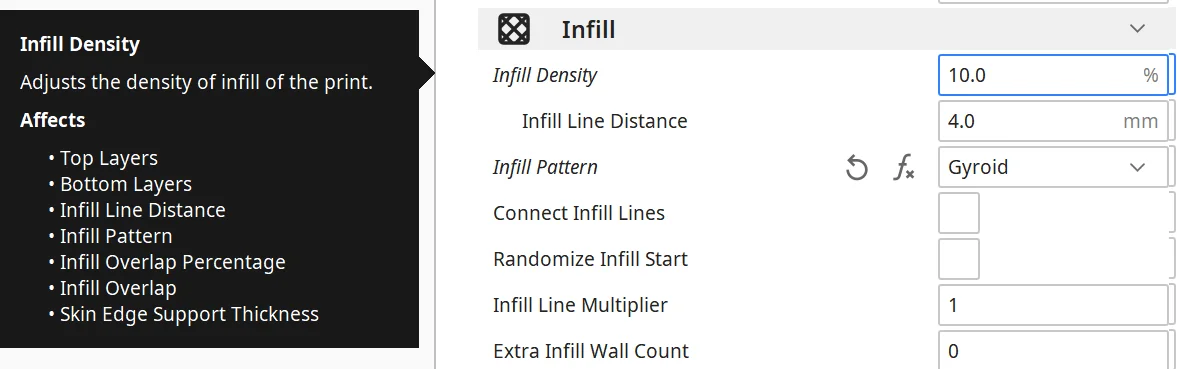
インフィルは 3D プリンターから独立しており、, 壁の厚さに加えて, 印刷物の安定性を決定します. ざっくり言うと, 安定性は充填密度が高くなるほど増加し、密度が低くなると低下します。. 加えて, 個々のパターンは、その形状により安定性に影響します。. 一部のパターンは、他のパターンと同じ密度でより高い安定性を提供できます。.
高い安定性(頑丈な物体用):
- キュービック
- 立方体の細分化
- オクテット
- ジャイロイド
中程度の安定性(標準オブジェクトの場合):
- グリッド
- 三角形
- 三角六角形
安定性が低い(装飾品用):
- ライン
- ジグザグ
- 稲妻
充填密度は以下の完全な範囲にあります。 0 に 100%. 0% 物体が中空であることを意味します, と 100% 物体が固体であることを意味します. しかし, の密度 0% ごくまれなケースでは意味がある. これは、最上層のないオブジェクトの場合にのみ意味を持ちます。, この場合、花瓶モードを使用できます。. ほとんどのオブジェクトの場合, の密度 10-20% 意味がある.
Ender に最適な充填密度 3 S1 クーラ:
- 装飾品: 0-15%
- 標準オブジェクト: 15-50%
- 安定したオブジェクト: 50-100%
第 1 層
多くの場合、最初のレイヤーが 3D プリントが機能するかどうかを決定します。. ここではプリントベッドの接着が特に重要です. 最初の層がプリントベッドに適切に接着しない場合, 印刷をすぐに停止できます.
Ender のプリントベッド接着力 3 S1は優秀だよな. しかし, 次の設定で良好な接着を保証し、すべての印刷を成功させることができます。.
最初のレイヤーのレイヤー高さ
最初の層の厚さはプリントベッドの接着力に影響します. 層が厚ければ厚いほど, フィラメントの冷却が遅くなる. これにより、高温のフィラメントがプリント ベッドと結合するまでの時間が長くなります。. 間の値 100 と 200% 通常の層の高さは一般的です.
エンダーのために 3 S1, 150% 通常の層の高さが有用であることが証明されています. したがって、レイヤーの高さを使用すると、 0.2 んん, 最初の層の層の高さ 0.3 mmは意味がある.
第 1 層を厚くすることのもう 1 つの利点は、プリント ベッドの凹凸を平らにすることができることです。. より厚い最初の層がこれらのくぼみに定着し、それらを埋めます。. ガラス製プリントベッドではこのようなことが起こることは非常にまれです。, ガラスは非常に平らで滑らかに作ることができるので、. しかし, Ender の薄型フレキシブルプリントベッドを使用 3 S1, 私も今のところムラは感じていません.
エンダーの最初の層の最適な厚さ 3 S1 クーラ:
- 完璧なプリントベッド接着力: 100% 通常の層の高さの標準: 150% 通常のレイヤーの高さの (例えば. 0.3 mm付き 0.2 mm層の高さ )プリントベッドの接着に問題がある場合: 200% 通常の層の高さの
1層目の線幅
1層目の線幅によりプリントベッドの密着性を向上させることもできます。. 1層目の線幅のデフォルト値は、 100% 通常の線幅の.
プリントベッドの密着性を向上させたい場合, までの値 200% 通常の線幅でも可能. また, より厚いフィラメントストランドの熱慣性により、プリントベッドの接着力が向上します。.
1層目を増やす場合, しかし, 線幅の差が大きいと、最初のレイヤーの幅が広すぎる可能性があるので注意してください。.
エンダーの最初のレイヤーの最適な線幅 3 S1 クーラ:
- デフォルト: 100% 通常の線幅のプリントベッドの粘着力に問題がある場合: まで 200% 通常の線幅の
1層目の印刷温度
プリントベッドのフィラメントが熱くなった場合, プリントベッドとの接着性が向上し、プリントベッドの接着力が向上します。. したがって、プリントベッドの接着が最適でない場合は、, 次の方法で最初のレイヤーの印刷温度を上げることができます。 5 に 10 °C. これにより、フィラメントがよりゆっくりと冷却され、プリントベッドとの接着に時間がかかります。.
通常は, 最初の層の印刷温度は通常の印刷温度と同じです. Ender でプリントベッドの接着に問題が発生することはほとんどないでしょう。 3 S1, 最初の層は他のすべての層と同じ印刷温度から始める必要があります。.
プリントベッドの接着に問題が発生した場合, 最初のレイヤーの印刷温度を上げることができます。 5 °Cステップ.
Cura の Ender-3 S1 の最初のレイヤーの最適な印刷温度:
- デフォルト: 他のオブジェクトと同じ印刷温度 プリントベッドの接着に問題がある場合: 5-10 °通常の印刷温度より高い℃
1層目の印刷速度
最初のレイヤーの他の設定と同じ原理が、最初のレイヤーの印刷速度にも適用されます。: 3D プリンターが最初のレイヤーをプリント ベッドに適用する速度が遅くなる, フィラメントの冷却に必要な時間が長くなるほど.
これにより、プリントベッドの接着力が大幅に向上します。. どの 3D プリンターを使用しても, 最初のレイヤーには通常の印刷速度の半分の印刷速度を使用する必要があります。.
エンダーの第 1 層の最高印刷速度 3 S1 クーラ:
- デフォルト: 50% 通常の印刷速度で プリントベッドの接着に問題がある場合: < 50% 通常の印刷速度の
第1層の流れ
流量によって押出の問題を補うことができるだけでなく、, プリントベッドの接着力も向上します. プリントベッド上の 3D プリントの個々のライン間の微細な隙間を埋めるため, 最初の層の流量をわずかに増やすことができます.
あなたは気づいているはずです, しかし, これにより、糸引きや過剰な押し出しなどの押し出し関連のエラーが発生するリスクが生じる可能性があること. しかし, 流量は 1 つの層に対してのみ調整されるため、, 問題は管理可能であるべきです.
エンダーの最初の層の最適な流量 3 S1 クーラ:
- 標準: 100%
- プリントベッドの接着の問題について: 101-110%.
校正
Ender の Cura 設定を調整する 3 S1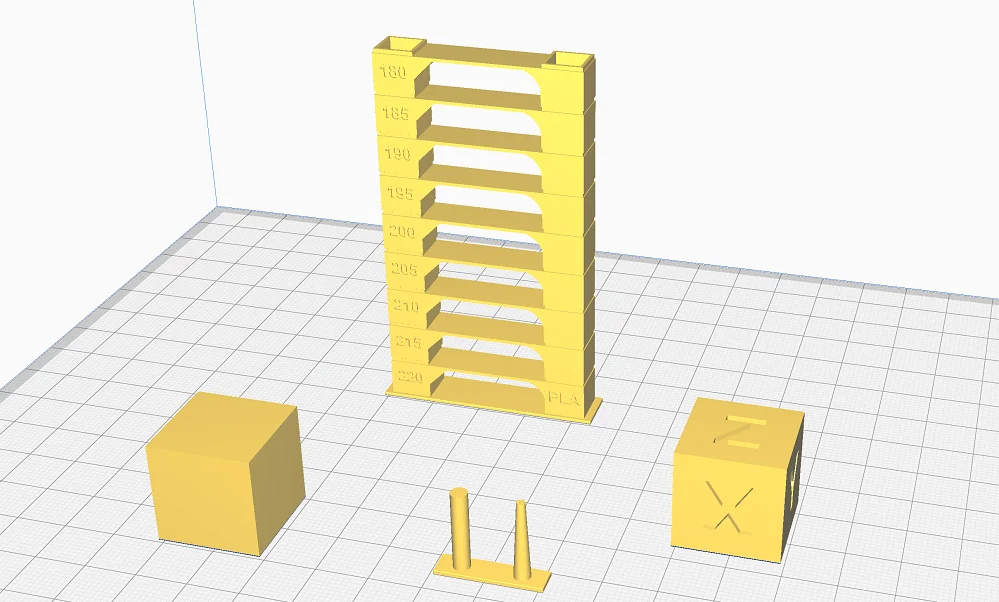
この記事に記載されている値があなたの Ender に最適である可能性があります。 3 S1. ほとんどの場合, しかし, 特定の設定では個別の調整が必要です, 3D プリンターの特定のコンポーネントは 1 つのバッチ内でも異なる場合があるため. また, 3D プリンターとフィラメントの種類の組み合わせは、設定がどのような影響を与えるかに常に大きな影響を与えます。.
したがって, 印刷温度は特に重要です, 流量とリトラクションを調整してテストプリントを行い、最適な設定を見つけます。. この目的のために, Thingiverse のようなポータルにはキャリブレーション オブジェクトがあります またはCuraの特定のプラグインで. 私自身も使っていますが、 “キャリブレーションシェイプ」FDM 3D プリンターを調整するための Cura のプラグイン.
このプラグインは Cura マーケットプレイスで見つけることができます. 無料で、3D プリンターを最適にキャリブレーションするためのあらゆるオブジェクトを提供します。.
印刷温度の校正
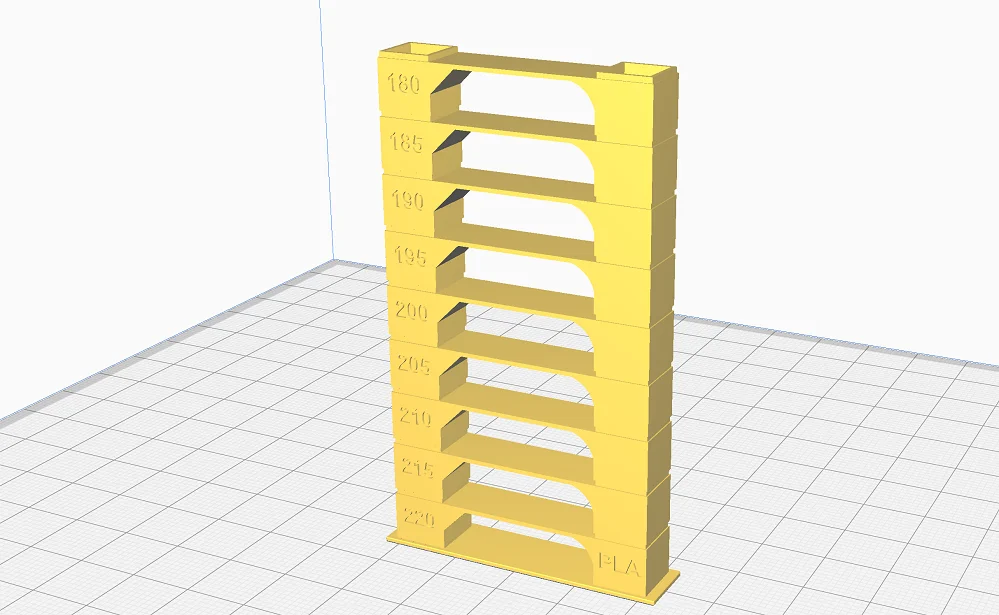

Ender の印刷温度を調整するには 3 S1, 温度塔は理想的です. これらのオブジェクトには、高さ数ミリメートルごとに繰り返される繰り返しジオメトリがあります。. この形状は 3D プリンターにとって課題であり、印刷エラーを助長します。. 適切なスクリプトを使用する, 高さによって指定された層番号ごとに温度を変えることができます. 最適な印刷温度を決定できるため、.
を選択した場合は、校正形状プラグイン, 温度タワーが下にあります。 “拡張機能” > “校正用部品”. 以下に適切なスクリプトを追加します。 “後処理” > “Gコード変更」.
タワーの印刷が完了したら, どの高さでの印刷温度が最適であるかを確認できます. これで、Ender に最適な印刷温度がすでに見つかりました。 3 S1.
場合によっては、流量とリトラクトの設定が非常に間違っており、温度タワーの結果に影響を与える可能性があります。. このような場合, 他の 2 つの値を調整した後、温度タワーを再印刷する必要があります。.
フィラメントの流れの校正
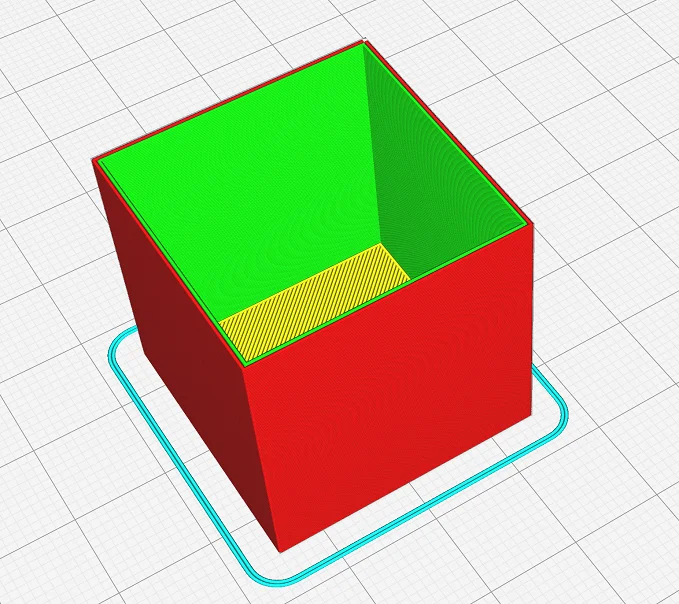
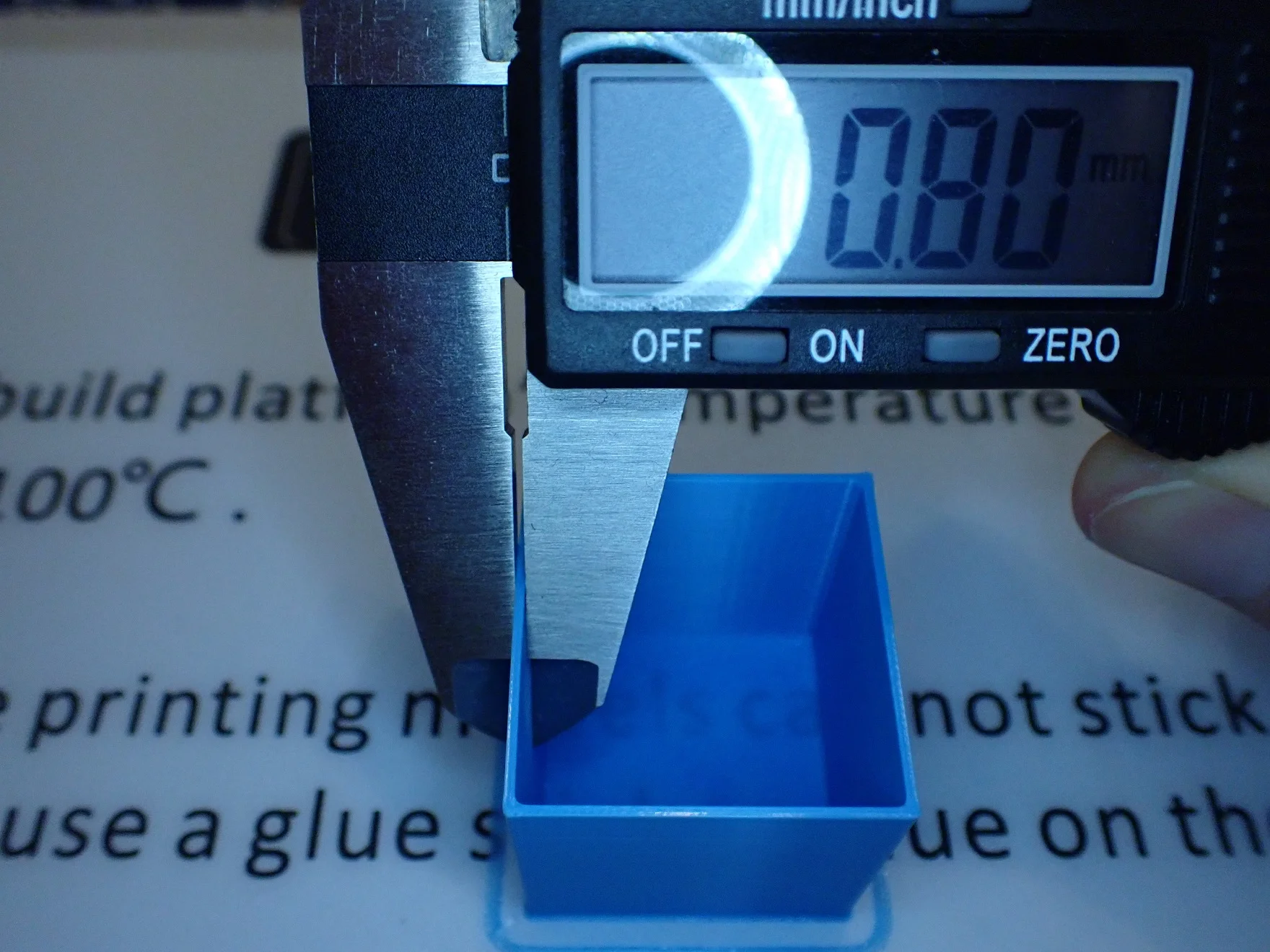
流量の校正は比較的簡単です. これを行うには, 塗りつぶしのない立方体を印刷する, トップレイヤーなしとあり 2 壁. 次に立方体を印刷し、壁の厚さを測定します.
壁の厚さが正確であれば 2 線幅の倍, 流量はすでに理想的に設定されています. しかし, それが逸脱した場合, 流量を調整して補償することができます.
- 例 1:
- 線幅 = 0.2 んん
- 壁の数 = 2
- 測定された壁の厚さ = 0.42 んん
- 流量が高すぎるため、 0.02/0.40 = 5%.
- 流量の新しい値 = 95%
- 例 2:
- 線幅 = 0.2 んん
- 壁の数 = 3
- 測定された壁の厚さ = 0.59 んん
- 流量が低すぎるため、 0.01/0.60 = 1.7%.
- 流量の新しい値 = 101.7%.
リトラクションの校正
新しい FDM 3D プリンタを使用して最初に行うことの 1 つは、リトラクトの調整です。. このキャリブレーションは、新しい素材に対しても行うと良いでしょう。.
キャリブレーション オブジェクトは非常に小さく、印刷に数分しかかからないため、キャリブレーションは迅速に行われます。. そのため、非常に短時間内に設定を数回変更して、最適な値を見つけることができます。.
最善の方法は、上で説明したデフォルト設定から開始して、後退距離を少しずつ変更することです。 0.1 mm と後退速度 (ステップ単位) 5 mm/s. ただし、両方の値を一度に変更しないでください, なぜなら、結果の変化の原因が分からないからです。.
ジ・エンダー 3 S1 は初心者に最適です
ジ・エンダー 3 S1はとても使いやすいです, 印刷品質だけでなく取り扱い性も向上させる多くの機能を備えているため、. ユーザーインターフェイスは非常に直感的です, プリントベッドの接着は理想的で、ダイレクトドライブ押出機は非常に信頼性高く動作します。. したがって, エンダー 3 S1は初心者に最適です.
しかし, 多くの初心者が最初のテストプリントで間違ってしまうのは、設定を理解しようとしないことです. その後印刷エラーが発生した場合, クエスチョンマークは大きく、フラストレーションはすぐそこにある.
それで, 初めに, 基本設定とデフォルトのプロファイルを理解し、最も重要な設定の機能とそれらを最適化する方法を理解します。. オブジェクトの目的に応じて設定を調整できることも重要です. 装飾的なオブジェクト 70% 充填物はフィラメントの無駄であり、層の高さは 0.08 ドアストッパーを印刷する場合、mm は時間の無駄です.
結論
Cura でこれらの設定を行うと、, エンダー 3 S1なら問題ないはず. しかし, 設定は、適切なキャリブレーション オブジェクトを使用して最適化した場合にのみ完璧になります。. Cura の完璧な設定は、常に個々のデバイスと使用するフィラメントによって異なります。.
Cura の最も重要な設定を理解したら (印刷温度, プリントベッドの温度, 印刷速度, レイヤーの高さ, 流量, そして撤回) する, 常に印刷エラーの一歩先を行くことができ、印刷エラーが発生した場合でもすぐにエラーを無効にすることができます。!
