始める前に, 彫刻家を基本的に理解し、最適なパフォーマンスのためにそれを構成して、レーザー彫刻の結果を最大化することが重要です.
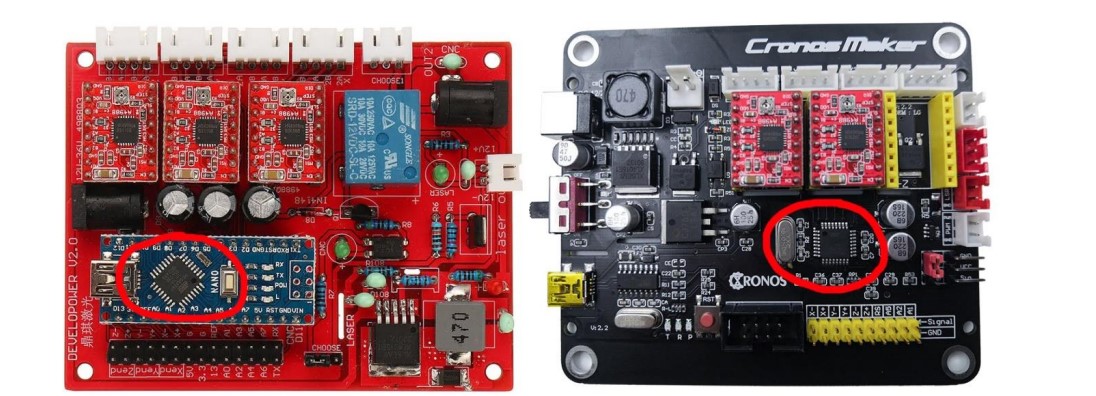
コントロールボードとは何ですか?
コントロールボードは、レーザー彫刻家の重要なコンポーネントです. G-CodeコマンドをLaserGrblから適切なコマンドに変換できるソフトウェアを実行して、モーターを駆動してレーザーを調整できる小さなチップです。.
レーザーGRBL $$ 構成
grblという名前, ソフトウェアは、特定のコマンドを使用して、またはユーザーフレンドリーな構成ウィンドウを使用して構成できます.
レーザーに接続します
開始する, USBケーブルを使用して、レーザー彫刻家をコンピューターに接続しましょう. 接続されたら, LaserGrblを起動し、シリアルポートを選択します (通常、ポート番号が最も高いもの) 「接続」を押す前に” ボタン. 成功したら, メッセージ「Grbl” バージョン番号付き (1.1h) 飛び出す必要があります.
これが機能しない場合, 別のポートを試したり、「ツールから不足しているドライバーをインストールしてください” メニュー. コントローラーボードがGRBLタイプではない場合(例えば. Benboxまたはその他のファームウェアを使用します), lasergrblは互換性がない場合があります. この場合, GRBLに切り替えることができるかどうかを確認できます, しかし、それはこのドキュメントのポイントではありません.
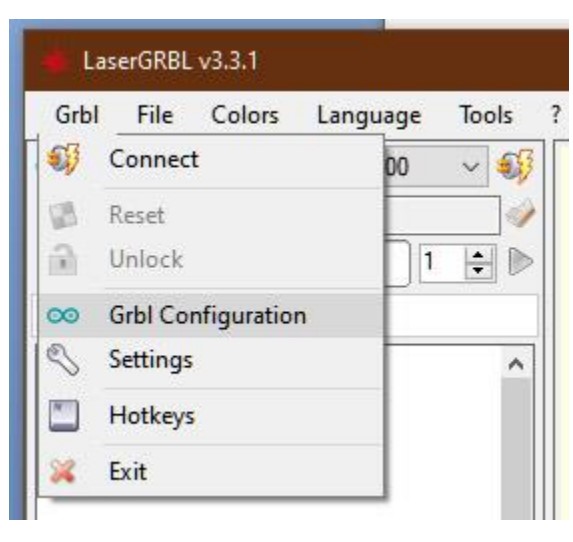
GRBL構成メニュー
GRBLを構成するには, 「GRBL」をクリックします – GRBL構成” メニュー.
構成にアクセスして変更を加える, レーザーの彫刻家は接続し、非アクティブまたは「アイドル状態」でなければなりません” 州. 「アラーム」にある場合” 州, 接続してロック解除ボタンを押します.
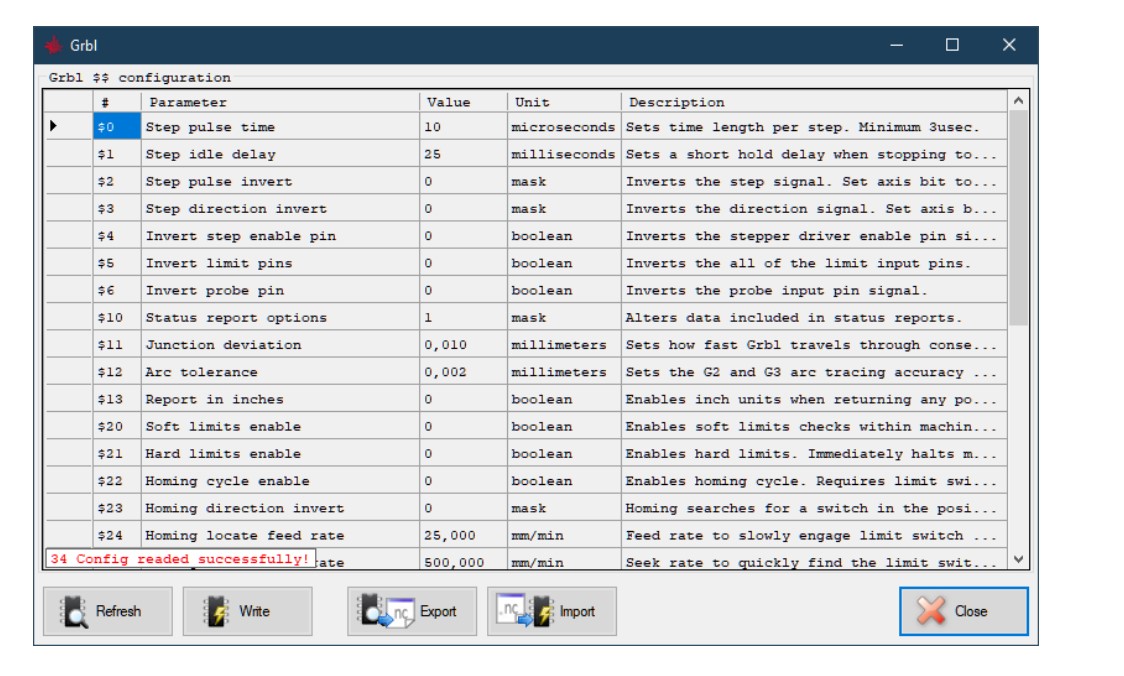
構成パラメーター
構成パラメーターの詳細を確認しましょう.
この段落は説明しています, GRBL V1.1バージョンのパラメーター. GRBLの以前のバージョンで, いくつかのパラメーターが欠落している可能性があります.
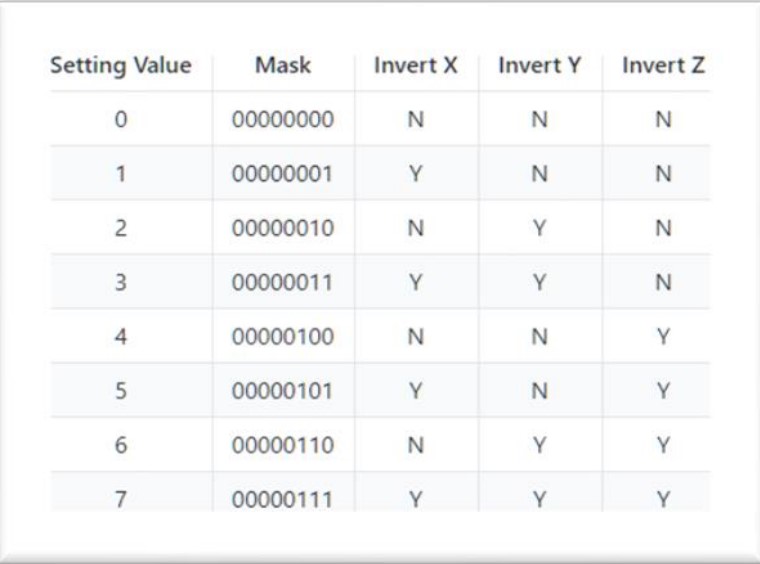
$3 パラメーター
関心のある最初のパラメーターが登場します $3, 軸の方向を決定します. Lasergrblは、デカルト平面の慣習を順守しています, ここで、xが右に向かって増加します, Yは視聴者から遠ざかります, Zは上方に増加します. マシンの動作が異なる場合, ビットマスクを使用してこのパラメーターを変更して軸を反転させることができます’ 方向.
以下の表は、の値を示しています 0 元の方向を保存します, その間 1 x軸を反転します, 2 y軸を反転します, と 3 xとyの両方の軸を反転させます. 軸方向を適切に構成することが重要です.
設定とサンプル値
パラメーターをスキップします $3, $4, と $5. 以下の意味について詳しく知ることができます.
| 設定とサンプル値 | 説明 |
|---|---|
| $0= 10 | ステップパルス, マイクロ秒 |
| $1= 25 | ステップアイドル遅延, ミリ秒 |
| $2= 0 | ステップポート反転, マスク |
| $3= 0 | 方向ポートが反転します, マスク |
| $4= 0 | ステップを有効にします。インバート, ブール |
| $5= 0 | ピンの反転を制限します, ブール |
| $6= 0 | プローブピン反転, ブール |
| $10= 1 | ステータスレポート, マスク |
| $11= 0.010 | 接合偏差, んん |
| $12= 0.002 | アーク耐性, んん |
| $13= 0 | インチを報告します, ブール |
| $20= 0 | ソフト制限, ブール |
| $21= 0 | 厳しい制限, ブール |
| $22= 1 | ホーミングサイクル, ブール |
| $23= 0 | ホーミングディールインバート, マスク |
| $24= 25.000 | ホーミングフィード, mm/分 |
| $25= 500.000 | ホーミングシーク, mm/分 |
| $26= 250 | ホーミングデバウンス, ミリ秒 |
| $27= 1.000 | ホーミングプルオフ, んん |
| $30= 1000. | マックススピンドルスピード, 回転数 |
| $31= 0. | Min Spindle Speed, 回転数 |
| $32= 0 | レーザーモード, ブール |
| $100= 250.000 | xステップ/mm |
| $101= 250.000 | yステップ/mm |
| $102= 250.000 | zステップ/mm |
| $110= 500.000 | X最大レート, mm/分 |
| $111= 500.000 | および最大レート, mm/分 |
| $112= 500.000 | Zマックスレート, mm/分 |
| $120= 10.000 | X加速, mm/sec^2 |
| $121= 10.000 | y加速, mm/sec^2 |
| $122= 10.000 | Z加速, mm/sec^2 |
| $130= 200.000 | Xマックストラベル, んん |
| $131= 200.000 | Yマックス旅行, んん |
| $132= 200.000 | Zマックス旅行, んん |
$10 パラメーター
の $10 パラメーターは、GRBLがLaserGrblに送信する情報を制御します, 現在の場所と診断を含む. 最も完全な情報について, に設定することをお勧めします 3.
スキップします $11 と $12, $13 lasergrblの予期しない動作を避けるためにゼロに設定する必要があります, MMで動作するように設計されています. パラメーター $20 ソフトウェアテストをアクティブにして、軸を越えた動きを防ぎます, 作業面の寸法の正しい設定が必要です ($130, $131, $132) レーザーヘッドがゼロ位置にあることを確認してください. このパラメーターを設定してアクティブ化することをお勧めします 1.
$21 に $27 パラメーター
パラメーター $21 に $27, ハードリミットとホーミングとも呼ばれます, すべてのマシンで利用できないが非常に便利な制限スイッチに関連しています. 彼らは、信頼性の高い一貫性を実現するためにリミットスイッチの位置を検索することを伴うホーミングを実行できるようにします 0 位置. マシンに制限スイッチがない場合, パラメーターを設定します $21 と $22 ゼロに. Lasergrblが制限スイッチが存在しない場合、ホーミング制御ボタンとボックスを削除します.
$30 パラメーター
$30 最も混乱するものの1つです. これは、GRBLがMax Powerでレーザーをオンにするために使用するコードを割り当てる数に対応しています. 例えば, 割り当てる場合 1000 レーザーGRBL, S1000コードを送信して、Max Powerでレーザーをオンにします, S500を半電力用に送信している間. lasergrblは、この設定と一致する方法でSコードを自動的に生成します, 画像をアップロードするときに指定する設定に応じて, あなたがどのような数字を置いたかについて心配していません.
255 ハードウェアが物理的にできるニュアンスの最大数のように見えます. 意味を持つことができる別の値はです 1000 (それはとして理解することができます 100.0%) または、レーザーのミリワットの値, 例えば, 4500.
一貫した結果を達成するため, S-Max値を設定しての値を一致させることが重要です $30 画像をロードするとき. 例えば, 30ドル= 255の場合, その後、S-Maxはに進みます 255 ブラックに最大レーザー電源を使用したい場合. しかし, レーザーが強すぎて画像が暗すぎる場合, 値を少し下げる必要があるかもしれません. の場合 $31 価値, それを維持するのが最善です 0 レーザー自体とはあまり関係がないので.
$32 パラメーター
の $32 パラメーターレーザーモードをアクティブにします, GRBLAに関する重要な発明GRBLの以前の反復は、カッターや旋盤などのCNCマシン向けに設計されていたため、レーザーモードを持っていませんでした。, これはレーザーとは異なる方法で機能します. 例えば, 特定の速度でミリングを開始するとき, ミリングカッターが必要なRPMに到達するまで数ミリ秒待つ必要はありません. しかし, レーザーの場合, それらをオン /オフにしたり、即座に強度を調整することができます.
GRBLの以前のバージョンを持っていた人, または 0.9 バージョンに更新することをお勧めします 1.1.
変更してGRBLのレーザーモードを有効または無効にします $32 GRBL設定.
- 有効にする: GRBLを送信します
$32=1指示. - 無効にする: GRBLを送信します
$32=0指示.
レーザーモードでは、M4ダイナミックレーザーパワーモードを使用することもできます.
この機能は、プログラムされたレートに比べてレーザー出力を現在の速度に自動的に適応させるため、ユニークです. 言い換えると, それは、レーザー出力がカット全体で一貫性を維持することを保証します, マシンが停止状態にあるか、加速しているかどうか.
$100, $101, と $102 パラメーター
最も重要なのはです $100, $101, と $102 パラメーター. 彼らはあなたがあなたの仕事を完璧なサイズにすることを可能にします, まさに10分の1ミリメートルまで.
これらのパラメーターは、GRBLがモーターに1mmのレーザー変位を実現するように指示するために必要な回転ステップの数を調節します. しかし, モーターは異なり、この角度のミリメートルへの翻訳は、滑車とベルトのさまざまな比率に依存していることに注意してください. さらに, 「マイクロステップ” ドライバーに設定された値は、モーターが中間ステップを踏むことを可能にすることで解像度を達成するのに役立ちます.
あなたの作品が適切なサイズではないことに気付いた場合, したがって、このデータをタッチアップする必要があります. アカウントは非常に簡単です: あなたの作品が2倍のサイズの場合、この値を半分にする必要があります, それらが半分のサイズの場合、あなたはそれを2倍にする必要があります.
それは単純な割合です: $100 = $100 x要求幅 / 測定された幅
提供された値は、xのミリメートルあたりのステップ数を決定します, y, およびz軸. Z軸が適用されない場合, 最終的な値は無視できます.
110, $111, $112 パラメーター
パラメーター $110, $111, $112. これらのパラメーターは、レーザーが移動できる最大速度を決定します – モーターブロッキングなし, 涙, またはしゃっくり – 正確で信頼できるポジショニングを維持します. レーザーが遅すぎる場合, これらの値を増やすようにしてください, その逆も同様です.
LaserGRBL は、レーザーがオフのときにすべての素早い動きに対して最高速度設定を適用することに注意することが重要です。, 書き込みのためのパス間の移行など. したがって, 正確な位置決めを可能にする値を設定することが重要ですが、高すぎないように注意してください。. 値が低いと速度が制限される可能性がありますが、, 設定値が高すぎると安全上の危険が生じる可能性があります. 例えば, レーザーのモーターが最大速度で正常に動作する場合は、 16,000 mm/分, の最大値 10,000 追加の予防措置として提案されています.
パラメータのようなもの $120, $121, と $122 レーザーの移動速度を調整する必要がある場合は常に GRBL の加速と減速に影響を与えるため、これもこのトピックの焦点です。, 方向転換中やレーザーが停止したときなど. これらのパラメータの値が高すぎると、, レーザーヘッドの重量と軸の摩擦により、モーターやベルトが滑るステップを失うことにつながる可能性があります, その結果、不正確な位置決めが生じます. 一方で, 値が低すぎる場合, レーザーは常に加速と減速ランプに従事しているため、希望する速度に到達するのに苦労する可能性があります.
$130, $131, と $132 パラメーター
最後に、パラメーターが来ます $130, $131, と $132 軸の長さを構成します. 実行可能な表面の寸法を入力して構成する必要があります, それは、レーザーがそれぞれの次元でできるストロークです.
