3D印刷技術は急速に出現する革新的なテクノロジーであり、現在は世界中で広く使用されています. FDM (融合堆積形成), FFFとも呼ばれます (ヒューズ製造), is an additive manufacturing process that builds parts layer by layer by precisely depositing molten materials. It is also one of the most common forms of 3D printing on the market. FDM, with its fast, flexible, and cost-effective characteristics, provides new possibilities for the manufacturing industry, especially in small batch and customized production. 加えて, the application of FDM technology in fields such as education, 医療, architecture, and art is also increasing, showing its wide practicality and development potential. 記事上で, we will introduce what is FDM 3D printing, FDM 3D printing main printing system, printing parameters, commonly used printing materials, FDM 3D printing advantages and disadvantages and FDM 3D printer Application Area, for consumers in the purchase of 3D printers reference.
FDM 3D Printing Working Principle
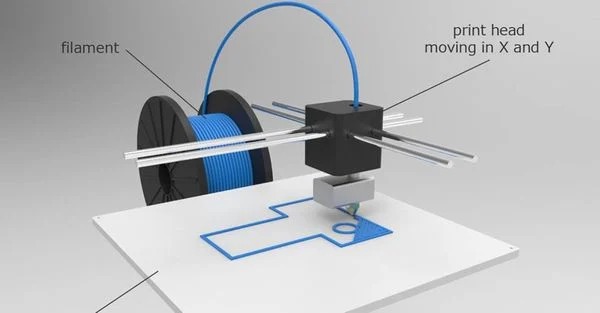
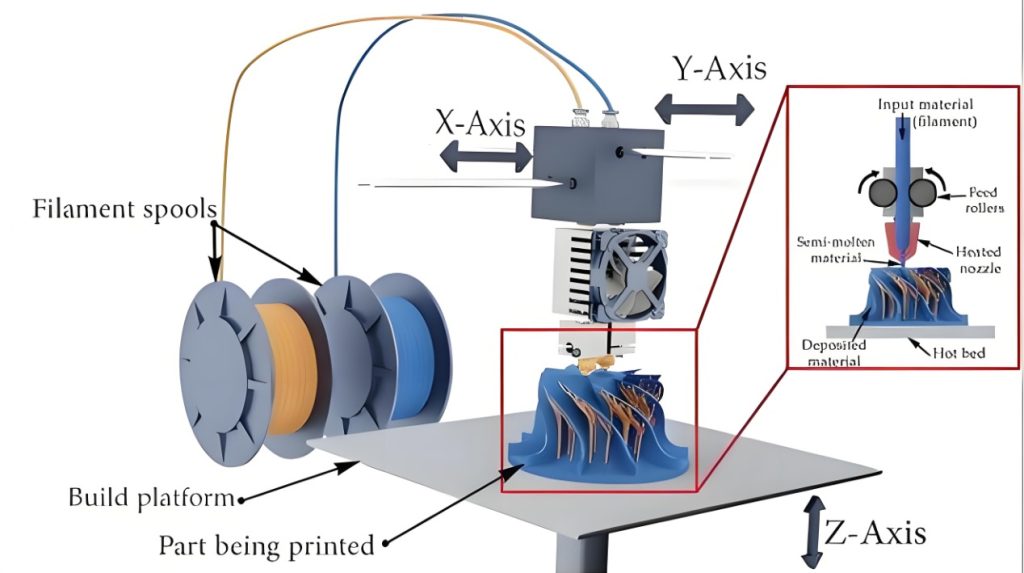
FDM 3D printers construct objects layer by layer by heating and extruding thermoplastic filaments (such as ABS and PLA), which works similar to using a hot glue gun. 操作中, the filament roll is loaded into the printer, the nozzle is heated to the appropriate temperature, and then the melted filaments are extruded and deposited on the construction platform along the predetermined path through the extrusion head. The extrusion head is connected to a three-axis system and can move on the X, y, and Z axes to construct parts layer by layer. After each layer is deposited, the material cools and solidifies rapidly, sometimes accelerating the cooling process by connecting a fan. 印刷工程中, the extrusion head moves on the X and Y axes, the construction platform descends on the Z axis, and is stacked layer by layer until the part is completed, ultimately forming a complete three-dimensional object.
The Main Printing System of FDM 3D Printers
|
Printing system
|
Role
|
|---|---|
|
Computer and software systems
|
Computers can read 3D files in the form of STL extensions. This is the standard format for representing physical objects in the prototyping industry. The size, 位置, and placement of the model can be adjusted through “cutting-segmentation” ソフトウェア. Then the software will perform cutting, segmentation, editing data, and setting parameters, so that the software can output GCODE files for printer printing and reading.
|
|
Printhead control mechanism
|
The print head moves in the X, Y directions by means of a motor. It is responsible for “drawing” each 2D printed layer according to the design of the part. The accuracy of 3D printed parts depends on the robustness of the print head and the quality of the print table motor and control sensors.
|
|
Printhead and extrusion system
|
The extrusion system is responsible for heating and extruding the thermoplastic 33D printing material through the nozzle to form the product. Factors such as nozzle size and plastic extrusion speed can affect the accuracy that the printer can achieve as well as the printing speed. The width of the extrusion line can vary (from 0.193mm to 0.965mm) and is determined by the size of the extrusion port.
|
|
Printing table and Z-axis motion system
|
The print table is where the printed product is stored, and the print head extrudes the material onto the print table. 印刷中, the Z-axis motion system moves the print bed in equal increments to create the layers that make up the printed part. The precision of the motor driving the Z-axis motion system controls the resolution and quality of the Z-axis part.
|
Printing Parameters of FDM 3D Printers
FDM 3D printers are mainly divided into industrial grade and desktop grade. Industrial grade printers are much more expensive than desktop grade printers and are mainly used for production tools, functional prototypes, and end-use parts. They are more efficient and powerful, can quickly complete a large number of orders, and are designed to focus on repeatability and reliability, with almost no human intervention. Desktop grade printers are mainly used for home and consumer applications and are not as stable as industrial grade printers.
|
Property
|
Desktop FDM
|
Industrial FDM
|
|---|---|---|
|
Standard accuracy
|
± 0.5% (lower limit: ± 1.0 んん)
|
± 0.3% (lower limit: ± 0.2 んん)
|
|
Typical layer thickness
|
0.10 – 0.25 んん
|
0.18 – 0.5 んん
|
|
Minimum wall thickness
|
0.8 – 1 んん
|
1 んん
|
|
Maximum build range
|
中くらい (例えば. 200 バツ 200 バツ 200 んん)
|
大きい (例えば. 900 バツ 600 バツ 900 んん)
|
|
Common materials
|
人民解放軍, ABS, PETG
|
ABS, PC, ULT
|
|
Supporting material
|
Usually the same as the model material
|
Water soluble/separable
|
|
容量 (per machine)
|
低い
|
Low/Medium
|
|
Machine costs
|
€150 – €5000
|
€50000+
|
Common FDM Printing Materials
FDM 3D printers are suitable for a variety of materials. When choosing the appropriate FDM printing material, it is necessary to consider the purpose, appearance requirements, and performance requirements of the printed object. The following are some characteristics of materials that can be used for FDM 3D printers.
Please note that the specific print temperature and hot bed temperature may vary depending on the material brand and printer model, so you should consult the specific material data table or test to determine the best setting before printing.
|
材料タイプ
|
利点
|
短所
|
ノズル温度
|
温水温度
|
|---|---|---|---|---|
|
人民解放軍 (Polylactic Acid)
(The most commonly used consumables in FDM 3D printers, suitable for beginners to use )
|
|
|
200 ° c to 220 ° C
|
50 ° c to 60 ° C
|
|
Tough PLA
|
|
|
その周り 210 ° C
|
20°C-60°C
|
|
PLA+
|
|
|
210°C-230°C
|
20°C-60°C
|
|
Wooden PLA
|
|
|
210°C-230°C
|
20°C-60°C
|
|
Metal PLA
|
|
|
210°C-230°C
|
20°C-60°C
|
|
PETG (Polyethylene Terephthalate Glycol)
|
|
|
220 ° c to 250 ° C
|
50 ° c to 80 ° C
|
|
ABS (Acrylonitrile Butadiene Styrene)
|
|
|
210 ° c to 250 ° C
|
80 ° c to 110 ° C
|
|
TPU
|
|
|
210 ° c to 230 ° C
|
30 ° c to 60 ° C
|
|
ナイロン (PA)
|
|
|
240 ° c to 270 ° C
|
50 ° c to 70 ° C
|
|
Carbon fiber carbon fiber
|
|
|
190°C-220°C
|
0-60°C
|
|
asa
|
|
|
240°C-260°C
|
90°C-110°C
|
|
PVA (ポリビニルアルコール)
|
|
|
180 ° c to 220 ° C
|
45 ° c to 60 ° C
|
Advantages and Disadvantages of FDM 3D Printers
|
利点
|
短所
|
||
|---|---|---|---|
|
費用対効果
|
The initial investment is relatively low, especially for desktop FDM printers
|
Accuracy limitation
|
The printing accuracy is relatively low, and the surface may have a layered structure
|
|
The operating cost is lower because the material price is relatively cheap
|
Not suitable for printing high-precision fine small parts
|
||
|
操作が簡単です
|
User-friendly, easy to set up and operate
|
Support structure requirements
|
For objects with suspended parts or complex geometries, it may be necessary to add support structures to maintain printing stability
|
|
Most FDM Printers Have an Intuitive User Interface
|
The support structure needs to be cleared later, which may be a time-consuming process
|
||
|
物質的な多様性
|
Supports a variety of thermoplastic materials, プラなど, ABS, PETG, ナイロン, 等
|
Material property limitation
|
Due to the use of thermoplastic materials, objects printed by FDM may become soft or deformed at high temperatures.
|
|
Material selection is extensive, and suitable materials can be selected according to needs
|
印刷速度
|
Printing speed may be slow, especially when printing large models or batch printing
|
|
|
Printing speed is fast
|
Compared to other 3D printing technologies, FDM printing is faster and more suitable for rapid prototyping
|
Surface quality
|
The printed model surface may not be smooth enough and requires additional post-processing to improve the appearance
|
|
メンテナンスが簡単です
|
The mechanical structure is relatively simple and easy to maintain and replace parts
|
Design constraints
|
Printing must be done in layers, which may be limited when designing complex models.
|
|
設計の柔軟性
|
Can print complex and fine geometric shapes
|
||
|
The support structure can be easily removed in post-processing
|
|||
|
教育と研究
|
Used as a common tool in educational institutions and research units for creative design, プロトタイピング, and scientific experiments
|
||
FDM 3D printers have a wide range of applications in multiple fields due to their flexibility and cost-effectiveness, especially suitable for situations that require rapid prototyping and small batch production. しかし, when choosing and using them, factors such as accuracy, surface quality, and design limitations also need to be fully considered.
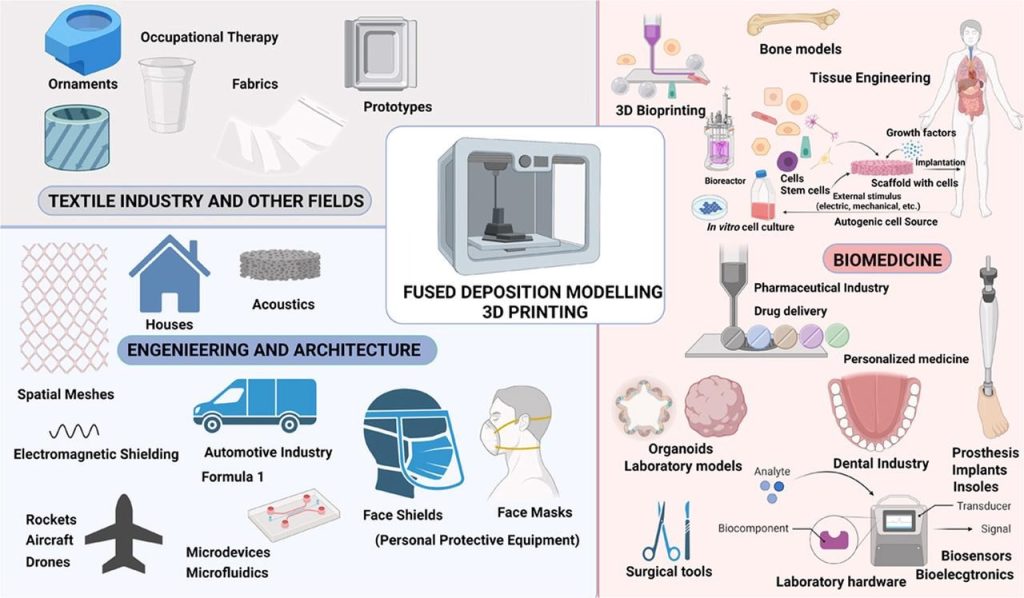
FDM 3D Printer Application Areas
|
プロトタイピング
|
Rapid prototyping in industrial design, product development, and engineering design.
|
|
Medical field
|
Making medical apparatus, custom prosthetics, surgical models and teaching models.
|
|
Education
|
Used for teaching demonstrations, student projects, and science experiments.
|
|
Architecture
|
Make architectural models and design Proof of Concept.
|
|
Automotive industry
|
Manufacturing prototypes of automotive parts, such as interior parts, ツール, and fixtures.
|
|
航空宇宙
|
Manufacturing prototypes of aircraft parts, such as lightweight structural parts and tools.
|
|
Consumer goods
|
Customized consumer goods, such as personalized accessories, おもちゃ, and household items.
|
|
Movies and entertainment
|
Create movie props, special effects models, and game prototypes.
|
|
Art and design
|
Create artworks and design models.
|
|
製造
|
Small batch production and customized production.
|
|
Disaster relief and humanitarian assistance
|
Quickly print rescue tools and equipment.
|
FDM 3D printers have a wide range of applications in multiple fields due to their flexibility and cost-effectiveness, especially suitable for occasions that require rapid prototyping and small batch production. テクノロジーの進歩により, the application area of FDM 3D printers is constantly expanding.
Extended Content
Features of FDM 3D Printer
FDM 3D printers differ in extrusion systems and print quality, but each FDM printing process has common characteristics.
1. Warping:
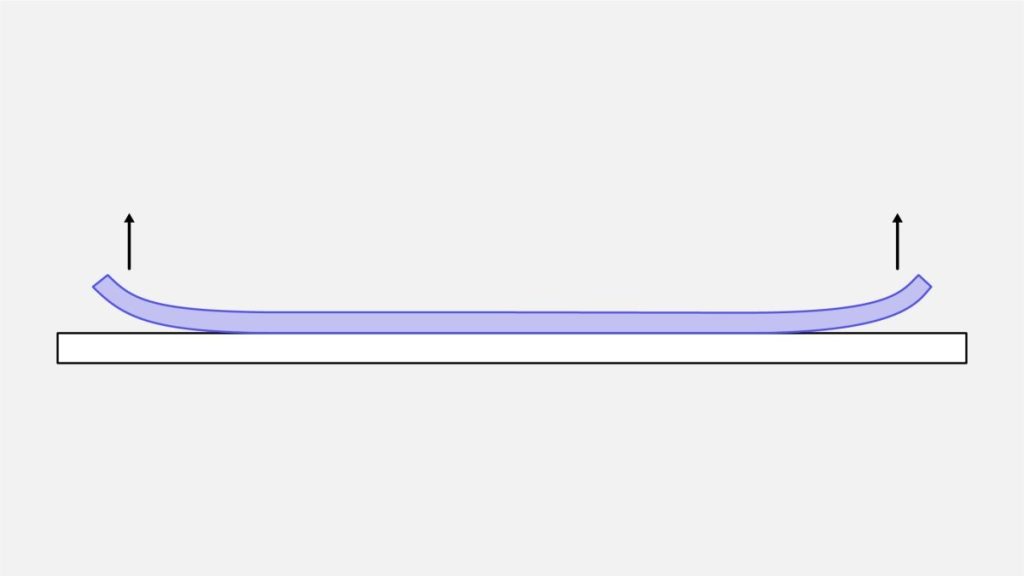
Warping is a common defect in FDM. The printing material shrinks in size during the cooling process, and different parts have different cooling speeds, resulting in different size change rates, which generates internal stress and causes the underlying material to be pulled up, resulting in warping. Methods to prevent warping include monitoring the temperature of the FDM system, especially the temperature of the construction platform and chamber, and increasing the adhesion between the parts and the construction platform.
Design considerations:
- Avoid large flat areas, which are more prone to warping.
- Thin protruding features are also prone to warping, and guiding or stress relief materials can be added to the edges to increase the contact area with the construction platform.
- Sharp corners are more prone to warping than rounded corners, so it is recommended to add rounded corners to the design.
- The warping sensitivity of each material is different, 例えば, ABS is more prone to warping than PLA or PETG.
2. Interlayer bonding:
In FDM printing, the adhesion between layers is crucial. When the molten material is extruded through the nozzle, it will press against the previous layer. High temperature and pressure cause the previous layer to melt again and bond with the new layer. This causes the surface of FDM parts to always have ripples, regardless of the layer height, and small features may require post-processing.
3. Support structure:
FDM printers cannot deposit molten materials in the air. Some geometric shapes require support structures, usually the same as the part material. Removing support materials can be difficult, so the design should minimize the need for support structures. Soluble support materials can be used, but it will increase printing costs.
4. Filling and shell thickness:
In order to reduce printing time and save materials, FDM printers usually do not print solid parts. The machine tracks the outer periphery (called the shell layer) multiple times and fills the low-density structure (called filling) inside. Filling and shell thickness significantly affect the strength of FDM printed parts. Most desktop FDM printers have a default setting of 20% fill density and 1mm shell thickness, which provides a suitable balance between strength and speed in fast printing.
よくある質問
1. Print gaps between layers or objects with gaps
It may be because the nozzle temperature is too low or too high. It is necessary to adjust the printing temperature and test the ideal printing temperature of the material used.
2. Slow printing speed
Check the hardware of the printer to ensure that all nuts and bolts are tight enough. Try using a thicker print layer height, which can greatly improve printing speed.
3. Nozzle clogging
ノズルをきれいにします. ノズルがブロックされている場合, you can try to unclog it with a steel needle.
4. Low printing accuracy
Select the appropriate layer height and print speed. Optimize print parameters such as fill rate and shell thickness.
5. Material issues
Use high-quality filament. Ensure consistent material diameter and avoid using inferior materials.
結論
FDM 3D印刷技術, with its unique advantages and wide application prospects, is constantly changing our production and lifestyle. With the continuous advancement of technology and the reduction of costs, the potential of FDM printing technology has just been explored, and there are still more things to be discovered in its applications and advantages. When consumers choose a 3D printer, they should fully consider the characteristics and applicable scenarios of FDM technology, choose the most suitable equipment for themselves, and fully utilize the convenience and benefits brought by this innovative technology. 将来, with the continuous development and improvement of FDM technology, we have reason to believe that it will play a greater role in more fields and make greater contributions to the progress of human society.
