3D印刷技術は急速に出現する革新的なテクノロジーであり、現在は世界中で広く使用されています. FDM (融合堆積形成), FFFとも呼ばれます (ヒューズ製造), 溶融した材料を正確に堆積させて部品を層ごとに構築する積層造形プロセスです. 市場で最も一般的な 3D プリント形式の 1 つでもあります. FDM, それと 速い, フレキシブル, 費用対効果が高い 特徴, 製造業に新たな可能性を提供します, 特に 小ロットでカスタマイズされた 生産. 加えて, 教育分野などへのFDM技術の応用, 医療, 建築, そしてアートも増えています, 幅広い実用性と発展の可能性を示しています. 記事上で, FDM 3D プリンティングとは何かについてご紹介します, FDM 3Dプリンティングメインプリンティングシステム, 印刷パラメータ, 一般的に使用される印刷材料, FDM 3D プリンティングの長所と短所、および FDM 3D プリンターの応用分野, 3D プリンターを購入する消費者向けのリファレンス.
FDM 3D プリンティングの動作原理
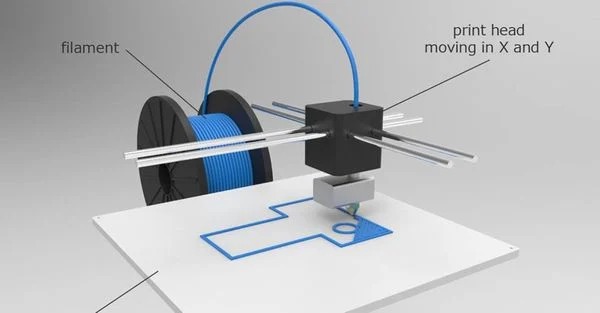
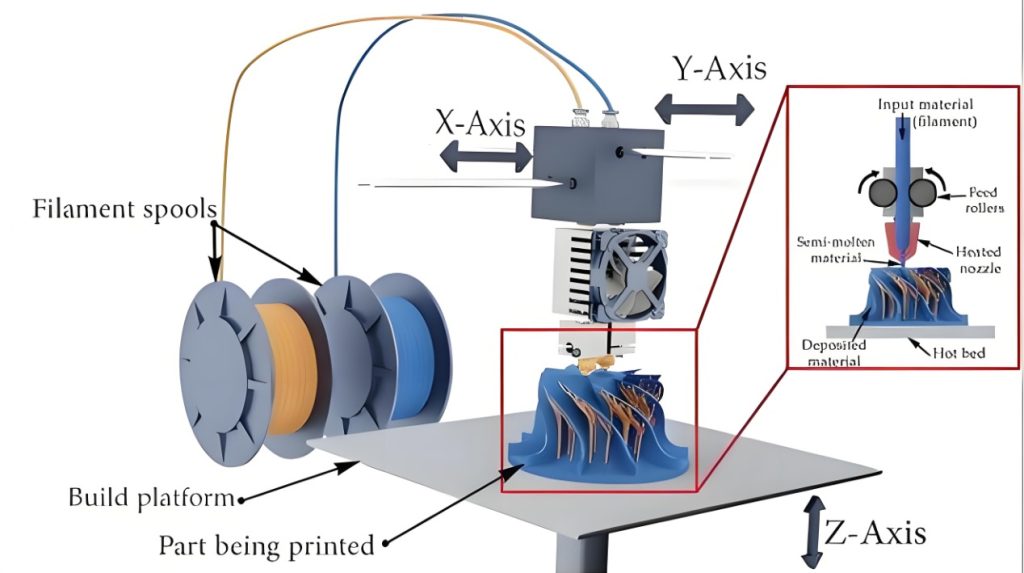
FDM 3D プリンタは、熱可塑性フィラメントを加熱して押し出すことによって、オブジェクトを層ごとに構築します。 (ABSやPLAなど), ホットグルーガンを使用するのと同じように機能します. 操作中, フィラメントロールがプリンターにロードされます, ノズルは適切な温度に加熱されます, その後、溶融したフィラメントが押し出され、押出ヘッドを通る所定の経路に沿って建設プラットフォーム上に堆積されます。. 押出ヘッドは 3 軸システムに接続されており、X 軸上で移動できます。, y, および Z 軸を使用してパーツをレイヤーごとに構築します. 各層を堆積した後, 材料は急速に冷えて固まります, ファンを接続することで冷却プロセスが加速される場合があります. 印刷工程中, 押出ヘッドは X 軸と Y 軸上を移動します, 建設プラットフォームは Z 軸上で下降します, 部品が完成するまで層ごとに積み重ねられます, 最終的には完全な三次元オブジェクトを形成します.
FDM 3D プリンターの主な印刷システム
|
印刷システム
|
役割
|
|---|---|
|
コンピュータおよびソフトウェア システム
|
コンピューターは STL 拡張子の形式で 3D ファイルを読み取ることができます. これは、プロトタイピング業界で物理オブジェクトを表現するための標準形式です。. サイズ, 位置, モデルの配置は「切断セグメンテーション」を通じて調整できます。” ソフトウェア. その後、ソフトウェアがカットを実行します, セグメンテーション, データの編集, およびパラメータの設定, ソフトウェアがプリンターの印刷および読み取り用に GCODE ファイルを出力できるようにする.
|
|
プリントヘッド制御機構
|
プリントヘッドが X 方向に移動します。, モーターによるY方向. 「絵を描く」を担当します。” 部品の設計に従って各 2D プリント層. 3D プリント部品の精度は、プリント ヘッドの堅牢性、プリント テーブルのモーターと制御センサーの品質に依存します。.
|
|
プリントヘッドと押出システム
|
押出システムは、熱可塑性 33D プリント材料を加熱し、ノズルから押し出して製品を形成します。. ノズルのサイズやプラスチックの押し出し速度などの要因は、プリンターが達成できる精度や印刷速度に影響を与える可能性があります。. 押し出しラインの幅は変化する可能性があります (0.193mmから0.965mmまで) 押し出しポートのサイズによって決まります.
|
|
印刷テーブルとZ軸モーションシステム
|
印刷テーブルは印刷物を保管する場所です, そしてプリントヘッドが材料をプリントテーブル上に押し出します。. 印刷中, Z 軸モーション システムはプリント ベッドを同じ増分で移動させ、印刷パーツを構成する層を作成します。. Z 軸モーション システムを駆動するモーターの精度が Z 軸部品の解像度と品質を制御します.
|
FDM 3D プリンタの印刷パラメータ
FDM 3D プリンタは主に産業用グレードとデスクトップ グレードに分けられます。. 産業グレードのプリンタはデスクトップグレードのプリンタよりもはるかに高価で、主に生産ツールに使用されます。, 機能的なプロトタイプ, および最終用途部品. より効率的かつ強力です, 大量の注文を迅速に完了することができます, 再現性と信頼性を重視して設計されています, 人間の介入がほとんどなく、. デスクトップグレードのプリンタは主に家庭用および消費者向けアプリケーションに使用され、産業用グレードのプリンタほど安定していません。.
|
財産
|
デスクトップFDM
|
産業用FDM
|
|---|---|---|
|
標準精度
|
± 0.5% (下限: ± 1.0 んん)
|
± 0.3% (下限: ± 0.2 んん)
|
|
一般的な層の厚さ
|
0.10 – 0.25 んん
|
0.18 – 0.5 んん
|
|
最小壁厚
|
0.8 – 1 んん
|
1 んん
|
|
最大ビルド範囲
|
中くらい (例えば. 200 バツ 200 バツ 200 んん)
|
大きい (例えば. 900 バツ 600 バツ 900 んん)
|
|
共通材質
|
人民解放軍, ABS, PETG
|
ABS, PC, ULT
|
|
サポート材
|
通常モデルの材質と同じ
|
水溶性・分離可能
|
|
容量 (マシンごと)
|
低い
|
低/中
|
|
機械コスト
|
€150 – €5000
|
€50000+
|
一般的な FDM 印刷材料
FDM 3D プリンターはさまざまな素材に適しています. 適切な FDM 印刷材料を選択する場合, 目的を考える必要がある, 外見要件, 印刷物の性能要件と. FDM 3Dプリンターに使用できる材料の特徴は以下のとおりです。.
特定の印刷温度とホットベッド温度は、材料のブランドやプリンターのモデルによって異なる場合があることに注意してください。, したがって、印刷前に特定の材料データ テーブルを参照するかテストして最適な設定を決定する必要があります。.
|
材料タイプ
|
利点
|
短所
|
ノズル温度
|
温水温度
|
|---|---|---|---|---|
|
人民解放軍 (ポリ乳酸)
(FDM 3D プリンタで最も一般的に使用される消耗品, 初心者が使用するのに適しています )
|
|
|
200 ° c to 220 ° C
|
50 ° c to 60 ° C
|
|
タフなPLA
|
|
|
その周り 210 ° C
|
20°C-60°C
|
|
人民解放軍+
|
|
|
210°C-230°C
|
20°C-60°C
|
|
木製PLA
|
|
|
210°C-230°C
|
20°C-60°C
|
|
金属PLA
|
|
|
210°C-230°C
|
20°C-60°C
|
|
PETG (ポリエチレンテレフタレートグリコール)
|
|
|
220 ° c to 250 ° C
|
50 ° c to 80 ° C
|
|
ABS (アクリロニトリル ブタジエン スチレン)
|
|
|
210 ° c to 250 ° C
|
80 ° c to 110 ° C
|
|
TPU
|
|
|
210 ° c to 230 ° C
|
30 ° c to 60 ° C
|
|
ナイロン (PA)
|
|
|
240 ° c to 270 ° C
|
50 ° c to 70 ° C
|
|
炭素繊維 炭素繊維
|
|
|
190°C-220°C
|
0-60°C
|
|
asa
|
|
|
240°C-260°C
|
90°C-110°C
|
|
PVA (ポリビニルアルコール)
|
|
|
180 ° c to 220 ° C
|
45 ° c to 60 ° C
|
FDM 3D プリンターのメリットとデメリット
|
利点
|
短所
|
||
|---|---|---|---|
|
費用対効果
|
初期投資が比較的安い, 特にデスクトップ FDM プリンタの場合
|
精度の制限
|
印刷精度が比較的低い, 表面は層状構造をしている場合があります
|
|
材料価格が比較的安いため、ランニングコストが安くなります
|
高精度な微細部品の印刷には不向き
|
||
|
操作が簡単です
|
使いやすい, セットアップと操作が簡単
|
サポート構造の要件
|
吊り下げられた部品や複雑な形状を持つオブジェクトの場合, 印刷の安定性を維持するためにサポート構造を追加する必要がある場合があります
|
|
ほとんどの FDM プリンタは直感的なユーザー インターフェイスを備えています
|
サポート構造は後でクリアする必要があります, 時間のかかるプロセスになる可能性があります
|
||
|
物質的な多様性
|
さまざまな熱可塑性プラスチック材料をサポート, プラなど, ABS, PETG, ナイロン, 等
|
材料特性の制限
|
熱可塑性樹脂素材を使用しているため、, FDM で印刷されたオブジェクトは高温で柔らかくなったり、変形したりする可能性があります.
|
|
素材の選択が豊富です, ニーズに応じて適切な材料を選択できます
|
印刷速度
|
印刷速度が遅くなる場合があります, 特に大きなモデルを印刷する場合やバッチ印刷する場合
|
|
|
印刷速度が速い
|
他の 3D プリント技術との比較, FDM 印刷は高速であり、ラピッド プロトタイピングに適しています。
|
表面品質
|
印刷されたモデルの表面は十分に滑らかではない可能性があり、外観を改善するには追加の後処理が必要です。
|
|
メンテナンスが簡単です
|
機械構造が比較的シンプルで、メンテナンスや部品交換が容易です。
|
設計上の制約
|
印刷はレイヤーで行う必要があります, 複雑なモデルを設計する場合は制限される可能性があります.
|
|
設計の柔軟性
|
複雑で微細な幾何学形状を印刷可能
|
||
|
サポート構造は後処理で簡単に除去できます
|
|||
|
教育と研究
|
教育機関や研究機関でクリエイティブなデザインを行うための共通ツールとして使用されています。, プロトタイピング, そして科学実験
|
||
FDM 3D プリンタは、その柔軟性とコスト効率により、複数の分野で幅広い用途に使用されています。, ラピッドプロトタイピングや小ロット生産が必要な状況に特に適しています。. しかし, 選ぶときも使うときも, 精度などの要素, 表面品質, 設計上の制限も十分に考慮する必要があります.
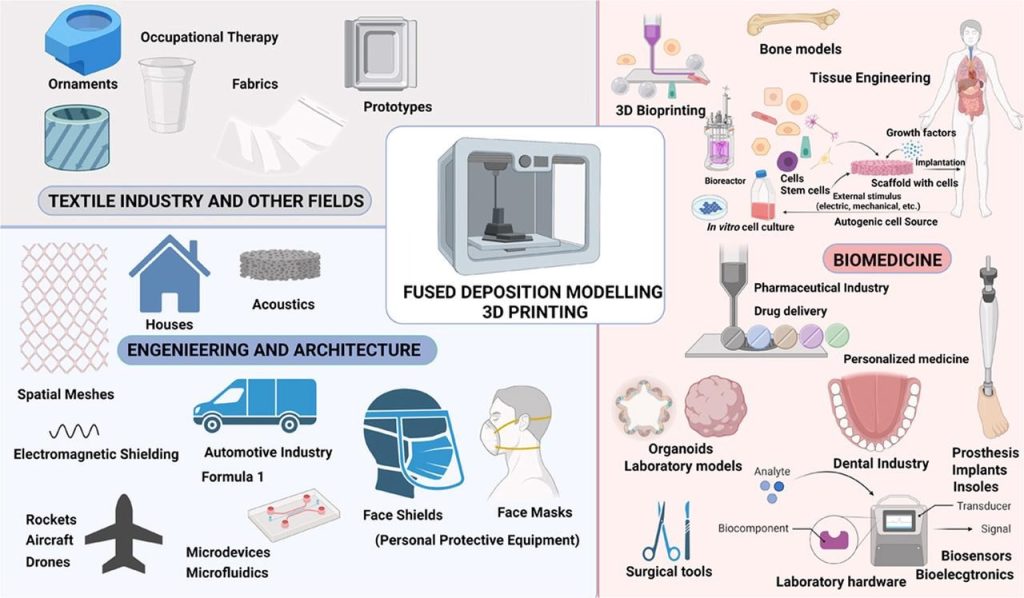
FDM 3D プリンターの応用分野
|
プロトタイピング
|
工業デザインにおけるラピッドプロトタイピング, 製品開発, エンジニアリングデザイン.
|
|
医療分野
|
医療機器を作る, カスタム補綴物, 手術モデルと教育モデル.
|
|
教育
|
教育のデモンストレーションに使用されます, 学生プロジェクト, そして科学実験.
|
|
建築
|
建築モデルの作成と設計の概念実証.
|
|
自動車産業
|
自動車部品の試作製作, 内装パーツなど, ツール, そして備品.
|
|
航空宇宙
|
航空機部品の試作製作, 軽量構造部品や工具など.
|
|
消費財
|
カスタマイズされた消費財, 個性的なアクセサリーなど, おもちゃ, そして家庭用品.
|
|
映画とエンターテイメント
|
映画の小道具を作成する, 特殊効果モデル, そしてゲームのプロトタイプ.
|
|
アートとデザイン
|
アートワークの作成とモデルのデザイン.
|
|
製造
|
小ロット生産とカスタマイズ生産.
|
|
災害救援と人道支援
|
救助ツールや装備を素早く印刷.
|
FDM 3D プリンタは、その柔軟性とコスト効率により、複数の分野で幅広い用途に使用されています。, ラピッドプロトタイピングや小ロット生産が必要な場合に特に適しています. テクノロジーの進歩により, FDM 3D プリンタの適用領域は拡大し続けています.
拡張コンテンツ
FDM 3Dプリンターの特徴
FDM 3D プリンターは押出システムと印刷品質が異なります, ただし、各 FDM 印刷プロセスには共通の特徴があります。.
1. 反り:
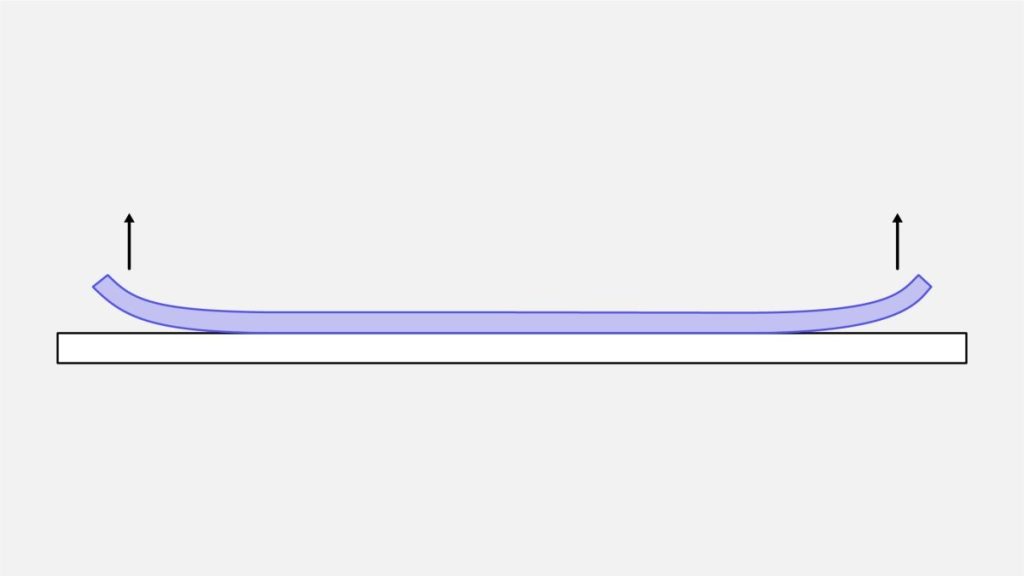
反りは FDM の一般的な欠陥です. 印刷素材は冷却過程でサイズが縮みます。, 部品が異なれば冷却速度も異なります, サイズ変化率が異なる, これにより内部応力が発生し、下にある材料が引き上げられます。, 反りの原因となる. 反りを防ぐ方法には、FDM システムの温度を監視することが含まれます, 特に建設プラットフォームとチャンバーの温度, 部品と建設プラットフォームの間の接着力を強化します。.
設計上の考慮事項:
- 広い平らな場所を避ける, 反りやすいもの.
- 細い突起物も反りやすい, ガイドまたは応力緩和材料をエッジに追加して、建設プラットフォームとの接触面積を増やすことができます。.
- 鋭い角は丸い角よりも反りやすいです, そのため、デザインに丸い角を追加することをお勧めします.
- 素材ごとに反り感度が異なる, 例えば, ABS は PLA や PETG よりも反りやすい.
2. 層間接着:
FDM印刷の場合, 層間の接着が重要です. 溶融した材料がノズルから押し出されるとき, 前のレイヤーを押します. 高温と圧力により、前の層が再び溶けて新しい層と結合します。. これにより、FDM 部品の表面には常に波紋が生じます。, レイヤーの高さに関係なく, 小さな機能には後処理が必要になる場合があります.
3. サポート構造:
FDM プリンタは溶融した材料を空中に堆積させることができません. 一部の幾何学的形状にはサポート構造が必要です, 通常は部品材質と同じ. サポート材の除去は困難な場合があります, したがって、設計では支持構造の必要性を最小限に抑える必要があります。. 可溶性サポート材を使用可能, ただし印刷コストが高くなります.
4. 詰め物とシェルの厚さ:
印刷時間の短縮と材料の節約のため, FDM プリンタは通常、固体部品を印刷しません。. 機械は外周を追跡します (シェル層と呼ばれる) 複数回繰り返して低密度構造を充填します (詰め物と呼ばれる) 内部. 充填とシェルの厚さは、FDM プリント部品の強度に大きく影響します. ほとんどのデスクトップ FDM プリンタのデフォルト設定は、 20% 充填密度とシェル厚さ 1mm, 高速印刷における強度と速度の適切なバランスを実現します。.
よくある質問
1. レイヤー間のギャップまたはギャップのあるオブジェクトを印刷します
ノズル温度が低すぎるか高すぎることが原因である可能性があります. 印刷温度を調整し、使用する素材の理想的な印刷温度をテストする必要があります.
2. 印刷速度が遅い
プリンタのハードウェアをチェックして、すべてのナットとボルトが十分に締められていることを確認してください. より厚い印刷レイヤーの高さを使用してみてください, 印刷速度を大幅に向上させることができます.
3. ノズルの詰まり
ノズルをきれいにします. ノズルがブロックされている場合, 鋼の針で詰まりを取り除いてみることができます.
4. 印刷精度が低い
適切なレイヤーの高さと印刷速度を選択します. 充填率やシェルの厚さなどの印刷パラメータを最適化します。.
5. 重要な課題
高品質フィラメントを使用. 一貫した材料直径を確保し、粗悪な材料の使用を避ける.
結論
FDM 3D印刷技術, 独自の利点と幅広い用途の可能性を備えています, 私たちの生産とライフスタイルを常に変化させています. 技術の継続的な進歩とコストの削減により、, FDM 印刷技術の可能性はまだ模索されたばかりです, その用途と利点にはまだ発見すべきことがたくさんあります. 消費者が 3D プリンターを選択するとき, 彼らはそうすべきです FDM技術の特性と適用可能なシナリオを十分に考慮する, 自分に最適な機器を選択する, この革新的なテクノロジーがもたらす利便性とメリットを最大限に活用してください。. 将来, FDM技術の継続的な開発と改善により、, 私たちは、それがより多くの分野でより大きな役割を果たし、人類社会の進歩にさらに大きく貢献すると信じる理由があります。.
