さまざまなタイプの3Dプリンターの可能性のある原因とソリューション:
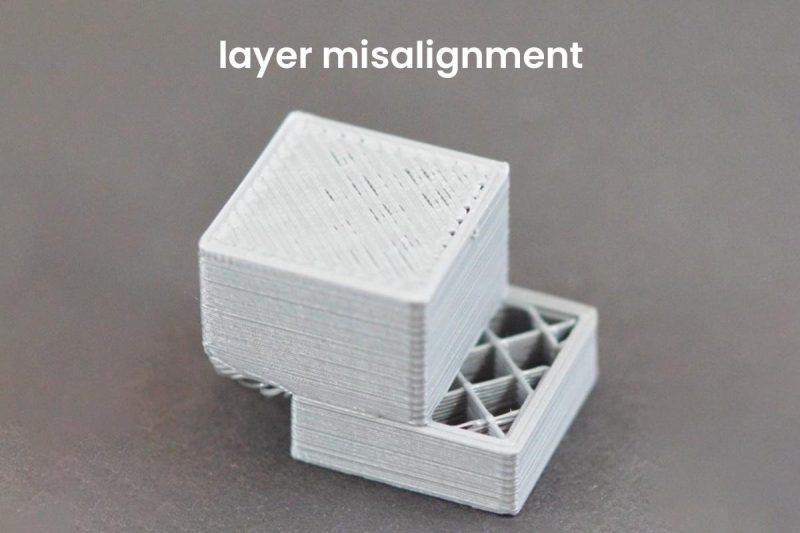
融合モデリング (FDM)
考えられる理由:
- 印刷プラットフォームはレベルでも安定していません.
- ゆるいステッピングモーターまたはベルトは、不正確なシャフトの動きを引き起こします.
- 印刷が速すぎると、材料の押し出しが不均一になります.
- ノズルの温度は不安定または不適切です.
- スライシングモデルエラー: 現在最も一般的に使用されているソフトウェアは、CuraとPrusaです. それらのほとんどはオープンソースであり、ソフトウェアの安定性とプロ意識を保証することはできません. 各設計モデル図はソフトウェアに適用できない場合があります.
- 電圧の不安定性: 印刷工程中, 電圧の不安定性は、いくつかの高出力電気器具の切り替えによって引き起こされます, その結果、不整合が生じます.
解決:
- 印刷プラットフォームを調整して、そのレベルと安定性を確保する.
- ステッピングモーターとベルトを確認してください, 必要に応じて調整または交換してください.
- 印刷速度を下げます, 特に詳細については.
- 材料の最適な印刷温度にノズル温度を調整します.
- 印刷が誤っている場合, モデル図は再スライスできます, 動いた, そして、Gコードファイルを再生できます. 一部のブランドは、独立してスライスソフトウェアを開発しました, Creality Printなど, フラッシュプリント, 竹のプリント, 等.
- 電圧レギュレータを印刷電源に追加できます.
ステレオリスム造影 (SLA)
考えられる理由:
- レーザーが不正確であるか、軽いスポットが不均一です.
- 樹脂タンクまたはビルドプラットフォームはレベルではありません.
- 不適切な暴露時間設定は、不均一な硬化につながります.
解決:
- レーザーとスポットの均一性を確認し、必要に応じて校正します.
- 樹脂タンクとビルドプラットフォームがレベルであることを確認してください.
- 露出時間を調整して、樹脂の均一な硬化を確認する.
デジタル光処理 (DLP)
考えられる理由:
- 投影された画像は明確または歪んでいません.
- 建設プラットフォームはレベルではないか、樹脂液レベルが不均一ではありません.
- 不適切な暴露時間設定.
解決:
- 透明な画像を確保するには、プロジェクターとレンズを確認してください.
- ビルドプラットフォームレベルを調整し、均一な樹脂レベルを確保する.
- 露出時間を調整して、樹脂の均一な硬化を確認する.
選択的レーザー焼結 (SLS)
考えられる理由:
- レーザービームは不正確であるか、不均一なパワーを持っています.
- パウダーベッドは水平ではないか、粉末分布が不均一です.
- レーザースキャン速度が速すぎるか遅すぎる.
解決:
- レーザービームと電源分布を確認し、必要に応じて校正します.
- パウダーベッドが水平であり、粉末が均等に分布していることを確認してください.
- レーザースキャン速度を調整して、均一な焼結効果を達成する.
パウダーベッドフュージョン (PBF)
考えられる理由:
- レーザー電力の不安定性または不正確な焦点.
- 建設プラットフォームは水平ではないか、パウダーベッドが不均一ではありません.
- 不適切なスキャン戦略は、不均一な融解につながります.
解決:
- レーザー電源とフォーカスを確認してください, 必要に応じて調整します.
- ビルドプラットフォームレベルを調整し、パウダーベッドが均一であることを確認してください.
- スキャン戦略を最適化して、均一な粉末融解を確保します.
+1
+1
+1
+1
