3D印刷の分野で, 各材料の最適な印刷温度を理解することは、最高の印刷結果を達成するための鍵です. 材料が異なると、熱に対する反応が異なります, したがって、各材料の理想的な温度設定を理解することが重要です. ほとんどのプリンターにはプリセット構成が装備されていますが, これらの構成は常に完璧ではありません. プリセット温度が不正確な場合, 印刷の問題を引き起こす可能性があります, したがって、温度を正しく調整することが重要です.
この記事では、さまざまな材料の理想的な温度範囲と、安全に耐えることができる最大熱を明確に理解するのに役立ちます.
温度は3D印刷プロセスにどのように影響しますか?
温度は、3D印刷プロセスで重要な役割を果たします. 樹脂などの材料の反応性に影響するだけではありません, しかし、それらを治療または治療するために必要なエネルギーも. コールド樹脂と比較して, ホット樹脂は粘着性が低くなり、アクティブになります, これにより、より速く治療し、エネルギーが少ないことが可能になります. これは、周囲温度が変化する環境で特に重要です, 最良の結果を達成するために必要な暴露時間に直接影響するため.
印刷品質の観点から, 温度は材料の動作を制御します, 層間の接着, そして、最終製品の全体的な構造的完全性. 適切な温度範囲制御により、フィラメントまたは樹脂が正しく接着することが保証されます, 反りや層分離などの問題の防止. 温度が低すぎるとき, 層間の接着が弱い場合があります, 温度が高すぎると、過度の押し出しや詳細が失われる可能性があります. 印刷品質と材料特性を維持するには、温度の一貫性が重要です.
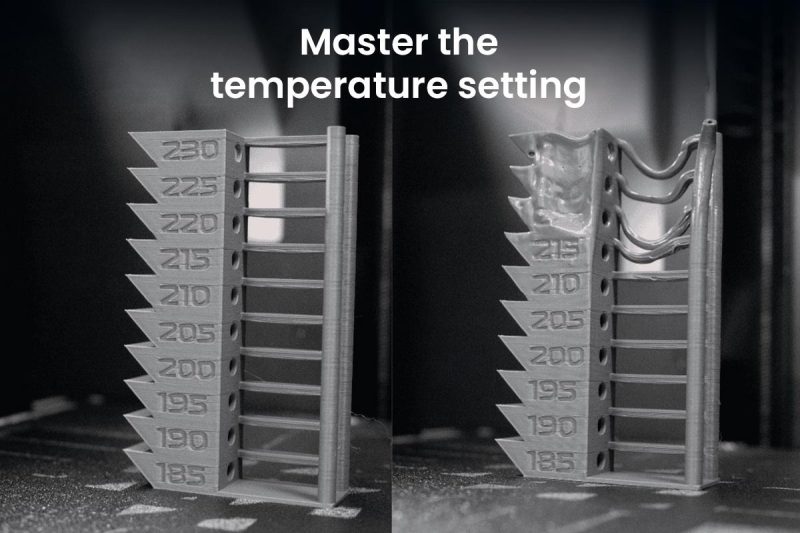
印刷の品質と外観に対する温度の影響
温度の変化は、3D印刷部品の美学と機械的品質に大きく影響する可能性があります. 印刷温度が高くなると、滑らかで光沢のある表面が生じる傾向があります, 温度が低いのは、マットまたはサテンのテクスチャを生成します. 表面処理の違いは、色の知覚にも影響を与える可能性があります, 光沢を高める色の活力とマットな表面が明るさを軽減する. 最終製品の外観の選択は、通常、材料の流れと望ましい外観に依存します.
美学に加えて, 温度は、印刷された部品の強度にも影響します. より高い温度が層間の接着を増加させ、層分離のリスクを減らす. しかし, 温度を高く押すと、フィラメントストレッチなどの問題が発生する可能性があります, プリントのさまざまな部分の間に材料フィラメントが伸びる場所. 同時に, 過度の熱は熱クリープを引き起こす可能性もあります, ノズルからプリンターのより涼しい部分に熱が拡散するところ, 押し出しに影響を与え、おそらくプリンターの閉塞を引き起こします. 正しいバランスを維持することで、印刷の予想される外観と機械的強度を確保することができます.
3D印刷に理想的な温度は何ですか?
単一の「正しい” 3D印刷の温度. 最適な印刷温度は、ワイヤーの種類によって異なる場合があります, 特定の3Dプリンター, 最終印刷部品に必要なプロパティ. 例えば, 滑らかな表面効果を達成するため, 温度は、コンポーネントの強度や耐久性を最大化するための最適な温度とは異なる場合があります.
フィラメントの各タイプには、独自の温度範囲があります, 最終印刷要件に基づいて理想的な設定を選択する必要があります. より良い印刷品質または機械的抵抗を追求しているかどうか, 材料の特性を理解することは、プロジェクトに最適な印刷温度を選択するための鍵です.
一般的なフィラメントの最適な印刷温度
3D プリントといえば, フィラメントの各タイプには特定のノズルとベッドの温度要件があります. これらの温度設定は、プリントベッドへの印刷品質と材料の接着に直接影響する可能性があります. 各フィラメントで推奨されるベッド温度範囲を理解することは、接着不良などの一般的な問題を回避するのに役立ちます, 反り, または層分離. これが人気のあるフィラメントに最適な印刷温度の一部です, PLAから始めます.
人民解放軍 (ポリラトン酸)
PLAは3D印刷で最も広く使用されているフィラメントです, 使いやすさで知られています, ガラス遷移温度, さまざまな印刷条件下での柔軟性. その耐性のため, 特に初心者に適しています. PLAの推奨ノズル温度範囲はです 200 °c to 220 °C, 間に床の温度を維持する必要があります 50 °cと 60 °C. 適切な冷却は、最適な印刷品質を達成するために重要です.
ノズルの温度が高すぎる場合, 印刷されたプラは、過度に押し出される場合があります, 印刷された表面に細かいフィラメントやスポットなどの問題を引き起こす. 一方で, 温度が低すぎる場合, 層間の接着不良を引き起こす可能性があります, 印刷された部分の全体的な強度に影響します.
ABS (アクリロニトリル - ブタジエン - スチレン)
ABSは耐久性のあるフィラメントです, しかし、PLAなどの他のフィラメントよりも印刷するのは難しいです. 急速な冷却に敏感です, 反りや収縮を引き起こす可能性があります. したがって, ABSは、印刷された部品をゆっくりと均等に冷却するために閉じた3Dプリンターが必要です. 通常、冷却ファンは、印刷された構造の完全性に影響を与える可能性のある温度変動を防ぐためにオフにする必要があります.
ABS用, 推奨されるノズル温度範囲は間にあります 210 °cと 250 °C, 間に床の温度を維持する必要があります 80 °cと 110 °C. 温度が高すぎる場合, 材料は過剰に排出される可能性があります, その結果、印刷品質と表面の欠陥が生じます. 温度が低すぎる場合, 層間の接着が不十分な場合があります, 結果として亀裂やコンポーネントの障害が発生します.
PETG (ポリエチレンテレフタレート)
PETGは、PLAの印刷可能性とABSの強度を組み合わせた多用途の材料です. 安定した温度と、良好な接着のある印刷ベッドが必要です, 接着剤や青い画家テープなど, ワイヤの適切な接着を確保するため. PETGの理想的なノズル温度範囲は間にあります 220 °cと 250 °C, そして、ベッド温度は間に設定する必要があります 50 °cと 80 °C.
ノズルの温度が高すぎる場合, PETGを印刷すると、材料が粘性になり、過度の押し出しを引き起こす可能性があります, 印刷の精度と表面処理に影響を与える. 逆に, 温度が低すぎる場合, それは、不足していない層間層の接着を引き起こす可能性があります, これにより、コンポーネントが障害を起こしやすくなる可能性があります.
ナイロン
ナイロンは強力で耐久性のあるフィラメント素材です, 通常、柔軟性と耐摩耗性を必要とする部品に使用されます. しかし, 印刷温度が高く、吸収性が高いためです, ナイロンは処理するのが難しい素材です, つまり、水分を簡単に吸収します. 印刷する前, フィラメントは徹底的に乾燥させる必要があります, 湿気は印刷品質を大幅に低下させる可能性があるためです, 泡やフィラメントを引き起こします. 加えて, ナイロン印刷用の冷却ファンをオフにして、層間の適切な接着を確保するのが最善です.
ナイロンの推奨ノズル温度範囲は間にあります 240 °cと 270 °C, そして、ベッド温度は間に設定する必要があります 50 °cと 70 °C. 温度が高すぎるナイロンを印刷するとき, フィラメントと過度の漏れに苦しむ可能性があります, 印刷を乱雑にし、精度を低下させます. 温度が低すぎる場合, レイヤーはうまく結合しない場合があります, その結果、破損しやすい部分が生じます.
TPU (熱可塑性ポリウレタン)
TPUは、圧力や衝撃に耐える必要がある部品を作るのに非常に適した柔軟なワイヤ材料です, 電話ケースやカスタムハンドルなど. その柔軟性により、押し出し中に伸びて曲がる傾向があるため、硬質材料よりも印刷が困難になります, 潜在的な印刷の障害につながる可能性があります. 絡み合いや飼料エラーを防ぐため, TPUはゆっくりと印刷し、ワイヤーパスをワイヤー材料で制限する必要があります.
TPUの場合, ノズル温度は間に設定する必要があります 210 °cと 230 °C, そして、ベッド温度は間にあるはずです 30 °cと 60 °C. TPUが高温で印刷されている場合, 過剰排除を引き起こす可能性があります, 印刷面にスポットと細かいフィラメントを形成します. 温度が低すぎる場合, フィラメントは正しく押し出されない場合があります, 結果として、排出不足と層間層の接着が不十分です.
ペット (ポリエチレンテレフタレート)
ペットは、化学耐性と食品グレードの印刷を必要とするアプリケーションで一般的に使用される強力で耐久性のあるフィラメント材料です. 正しく溶けるにはノズル温度が高く、層間で結合する必要があります. PETの理想的なノズル温度範囲は間にあります 220 °cと 260 °C, 間に床の温度を維持する必要があります 70 °cと 100 °C.
ペットを印刷するとき, ノズルの温度が高すぎる場合, それは過度の押し出しを引き起こす可能性があります, その結果、スポットと不均一な表面が生じます. 逆に, ノズル温度が低いと、概要が不足している可能性があります, 印刷された部分と層分離の弱体化をもたらす. 加熱されたベッドの良好な接着を確保することは、反りを防ぐための重要な尺度です, 接着剤や青いテープなどの接着剤を追加すると、接着が改善される可能性があります.
PC (ポリカーボネート)
ポリカーボネートは、その強度と耐熱性で知られています, また、高性能アプリケーションに人気のある選択肢です. しかし, その高温要件と不適切な取り扱いによって引き起こされるゆがみの傾向があるため, PC印刷は困難です. PCの推奨ノズル温度は間にあります 260 °cと 310 °C, そして、ベッド温度は間にあります 90 °cと 120 °C.
ノズルの温度が高すぎる場合, PCは粘性があり、一貫性のない押し出しを引き起こす可能性があります. 一方で, 温度が低すぎる場合, それは、層間の接着と壊れやすい部分の不良を引き起こす可能性があります. 最良の結果を得るために, 安定した環境を維持し、反りを防ぐために閉じたプリンターを使用することをお勧めします.
PVA (ポリビニルアルコール)
PVAは、主に複雑な印刷のサポート材料として使用される水溶性フィラメント材料です. デュアル排出プリンターで使用するのが最適です. PVAの最適なノズル温度は間にあります 180 °cと 220 °C, そして、ベッド温度範囲は間にあります 45 °cと 60 °C. 適切な温度制御は、接着不良や印刷の故障などの問題を回避するために重要です.
PVA印刷を使用する場合, 低温を維持することは、材料の燃焼や過度の浸透を防ぐのに役立ちます, フィラメントを引き起こし、印刷品質に影響を与える可能性があります. 一方で, 温度が低すぎる場合, それは脱出不足を引き起こす可能性があります, その結果、サポートが不十分で、層間層の接着が不十分です. PVAの強い水分吸収のため, 乾燥した涼しい環境に保管することは、印刷可能性とパフォーマンスを維持するために重要です.
ヒップ (高衝撃ポリスチレン)
ヒップは、その強度と耐衝撃性で知られている汎用性のある材料です, また、ABSと組み合わせて可溶性サポートワイヤとして使用されます. 最適な印刷結果, ノズル温度は間に維持する必要があります 230 °cと 250 °C, 加熱床は間に設定する必要があります 90 °cと 110 °C. これらの温度設定を達成することで、良好な層間結合が保証され、反りのリスクが最小限に抑えられます.
温度が高すぎる場合, それは過度の押し出しを引き起こす可能性があります, 不規則な表面をもたらします, 温度が低すぎると印刷すると、壊れやすい部品や層間の隙間が生じる可能性があります. 印刷の問題を避けるため, 腰を使用して安定した環境を維持するときに閉じた環境を使用する, これは、気流や印刷中の突然の温度変化によって引き起こされる反りを防ぐのに役立ちます.
ポン (ポリオキシメチレン, ホルムアルデヒド)
ポン, ホルムアルデヒドとしても知られています, 低摩擦と剛性が高いことで知られている強力で耐久性のある材料です. POM印刷を使用するには、最適な結果のために特定の温度管理が必要です. 推奨されるノズル温度は間にあります 210 °cと 230 °C, 間に床の温度を維持する必要があります 100 °cと 130 °C.
